
Loading...

成型网是造纸机上第一个也是最关键的造纸织物。它位于纸机的湿部,接收来自流浆箱的高度稀释纤维悬浮液喷射,并同时执行两个功能:排水同时保留纤维,以形成均匀连续的湿纸幅。
简而言之,成型网是纸张诞生的地方。下游发生的一切——压榨、干燥、压光、涂布——只能修正,无法创造。如果纸页在湿部成型不良,任何下游加工都无法完全弥补。
现代成型网主要由聚酯(PET)单丝精密织造而成。一张典型的成型网每厘米包含35-65根经线——比许多服装纺织品更精细——并经过精密工程设计,满足透气度、纤维支撑、尺寸稳定性和耐磨性的精确规格要求。
采购经理关键洞察: 成型网通常占造纸厂PMC总预算的15-25%,但影响60-80%的最终纸页质量参数。为节省成本而在成型网上投入不足,几乎总是得不偿失。
要理解成型网的选择,必须先理解成型过程:
流浆箱喷射 → 成型网(以纸机速度运行)
│
├─ 重力脱水(水通过网孔落下)
├─ 案板真空脉动(低压脱水)
├─ 湿真空箱(中压脱水)
└─ 伏辊/高真空箱(最终脱水)
│
湿纸幅
(约80%水分→进入压榨部)
流浆箱将精确控制的纤维浆流——约0.5-1.5%的纤维固体悬浮于水中——喷射到运行中的成型网上。在不到一秒钟的时间内,成型网必须:
成型网本身以连续循环方式运行,根据纸机规格总长度通常为30-60米。纸页传递到压榨部后,成型网经过清洗喷淋系统返回流浆箱接收新的浆料。
成型网按编织结构中独立纱线层数分类。更多层数意味着更大的功能专业化——将纸页侧表面(优化成型)与纸机侧表面(优化耐磨和尺寸稳定性)分离。
最早的合成成型网设计。一组经纱与一组纬纱交织,形成简单、薄型、经济的网子。
| 属性 | 参数 | |------|------| | 结构 | 1层经纱 + 1层纬纱 | | 典型网目密度 | 35-45线/cm | | 最佳纸机速度 | ≤ 600米/分钟 | | 典型寿命 | 30-45天 | | 成本水平 | $(最低) |
最适合: 生产标准包装纸种、牛皮纸和瓦楞原纸的低速纸机,表面质量要求适中。
局限性: 单一功能表面——同一组纱线同时处理纤维支撑和纸机侧耐磨。这造成了妥协:更细的纱线改善成型但磨损更快;更粗的纱线寿命更长但会在纸页上留下网痕。
两组独立的经纱系统(一组用于纸页侧,一组用于纸机侧)与一组纬纱交织。这是行业中最常见的网子类型。
| 属性 | 参数 | |------|------| | 结构 | 2层经纱 + 1层纬纱 | | 典型网目密度 | 45-55线/cm(纸页侧) | | 最佳纸机速度 | 400-1,000米/分钟 | | 典型寿命 | 45-60天 | | 成本水平 | $$ |
最适合: 生产中高速印刷书写纸、卫生纸和高级包装纸。独立的纸页侧层在不牺牲耐久性的前提下实现更好的表面质量。
相比单层的关键优势: 使用寿命延长30-50%,纸页成型质量可衡量地改善。
一种介于双层和全三层结构之间的混合设计。使用两组经纱和两组纬纱,但采用共享绑定结构——比双层更精密,但比全SSB结构更简单(且成本更低)。
| 属性 | 参数 | |------|------| | 结构 | 2层经纱 + 2组纬纱(共享绑定) | | 典型网目密度 | 50-60线/cm | | 最佳纸机速度 | 600-1,500米/分钟 | | 典型寿命 | 50-70天 | | 成本水平 | $$$ |
最适合: 寻求以更具竞争力的价格获得接近三层性能的造纸厂。适用于中高速印刷、书写和特种纸纸机。
顶级产品。SSB(Sheet Support Binder,纸页支撑绑定) 网子具有完全独立的面层和底层,由专用绑定纱线系统连接。这是目前最先进的成型网技术。
| 属性 | 参数 | |------|------| | 结构 | 独立面层 + 底层 + 绑定纱线 | | 典型网目密度 | 55-65线/cm | | 最佳纸机速度 | 高达2,200米/分钟 | | 典型寿命 | 60-90天以上 | | 成本水平 | $$$$(最高) |
最适合: 高速卫生纸机、高级印刷书写纸种,以及任何对纸页质量和纸机效率要求极高的应用。独立层设计意味着每一面都针对其功能完全优化——超细纸页侧网孔用于纤维支撑,坚固的纸机侧结构用于耐磨。
SSB主导高速纸机的原因:
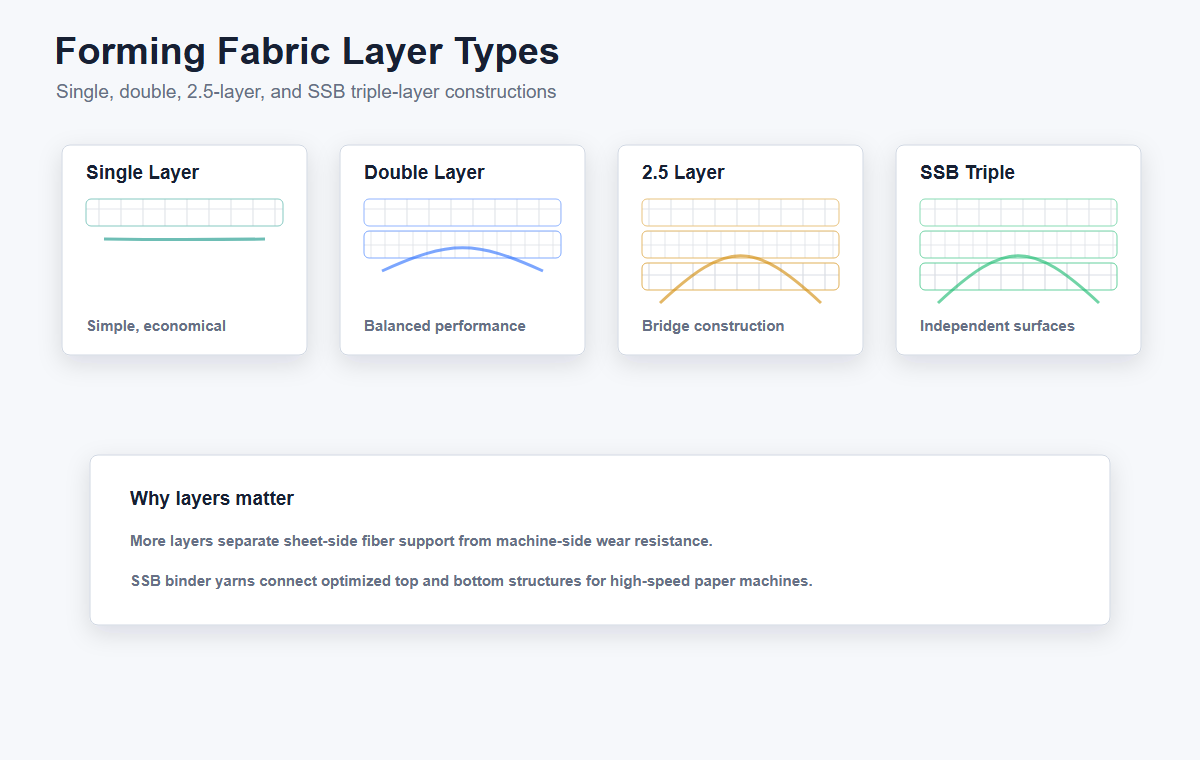 图:四种成型网层数类型的横截面对比。注意SSB三层如何通过绑定纱线连接独立的面层和底层——使每一面都能针对其特定功能(纤维支撑 vs. 耐磨)进行优化。
图:四种成型网层数类型的横截面对比。注意SSB三层如何通过绑定纱线连接独立的面层和底层——使每一面都能针对其特定功能(纤维支撑 vs. 耐磨)进行优化。
→ 相关阅读: SSB三层成型网的5大核心优势
在评估成型网时,采购经理应了解以下五个关键规格:
最常被指定的参数。CFM衡量空气(因此也包括水)通过网子结构的难易程度。
| CFM范围 | 最适合 | |---------|--------| | 350-450 | 高级纸、卫生纸(优先纤维保留) | | 450-600 | 包装纸、箱板纸(优先脱水) | | 400-550 | 牛皮纸、挂面纸(均衡) |
选错会怎样? CFM过低会限制脱水,导致纸页在压榨部被压溃并限制纸机速度。CFM过高会导致纤维和填料过度流失,增加原料成本并降低纸张强度。
每厘米经纱数量。数值越高意味着网孔越细、纤维支撑越好、纸页表面越光滑——代价是脱水能力降低和可能缩短的寿命。现代SSB网子通过独立的纸机侧层,在保持优异脱水的同时达到55-65线/cm的网目密度。
一个预测成型网在纸页侧保留细纤维和填料能力的计算值。FSI将网目密度、纱线直径和编织纹理几何形状综合为一个评分值。
纤维留着率直接影响纸张强度和透明度的卫生纸和高级纸种,FSI越高越好。
以毫米为单位测量,厚度影响使用寿命(越厚=越长)和脱水阻力(越厚=阻力越大)。成型网厚度通常范围从0.5毫米(单层)到1.2毫米(SSB三层)。
网子表面可供水通过的开放空间百分比。通常在15-30%范围内。更高的开孔面积改善脱水,但如果编织纹理设计不当可能影响纤维保留。
遵循这个五步框架:
第1步——记录您的纸机参数:
第2步——确定您的纸种要求:
第3步——识别当前痛点:
第4步——将层数类型与需求匹配:
第5步——咨询供应商的技术团队:
| 纸种 | 推荐层数 | 典型网目密度 | 关键要求 | |------|---------|-------------|---------| | 卫生纸 | SSB三层 | 58-65线/cm | 2,000+米/分钟下的最大脱水 + 细纤维保留 | | 印刷书写纸 | SSB三层或2.5层 | 55-62线/cm | 超平滑表面、最小网痕 | | 包装纸/箱板纸 | 双层或2.5层 | 42-52线/cm | 高脱水、抗污染 | | 牛皮纸/挂面纸 | 双层 | 40-50线/cm | 耐久性、高定量承受能力 | | 瓦楞原纸 | 单层或双层 | 35-45线/cm | 经济高效、足够的脱水 | | 特种/技术用纸 | 定制(咨询) | 按应用确定 | 取决于纤维类型和最终用途要求 |
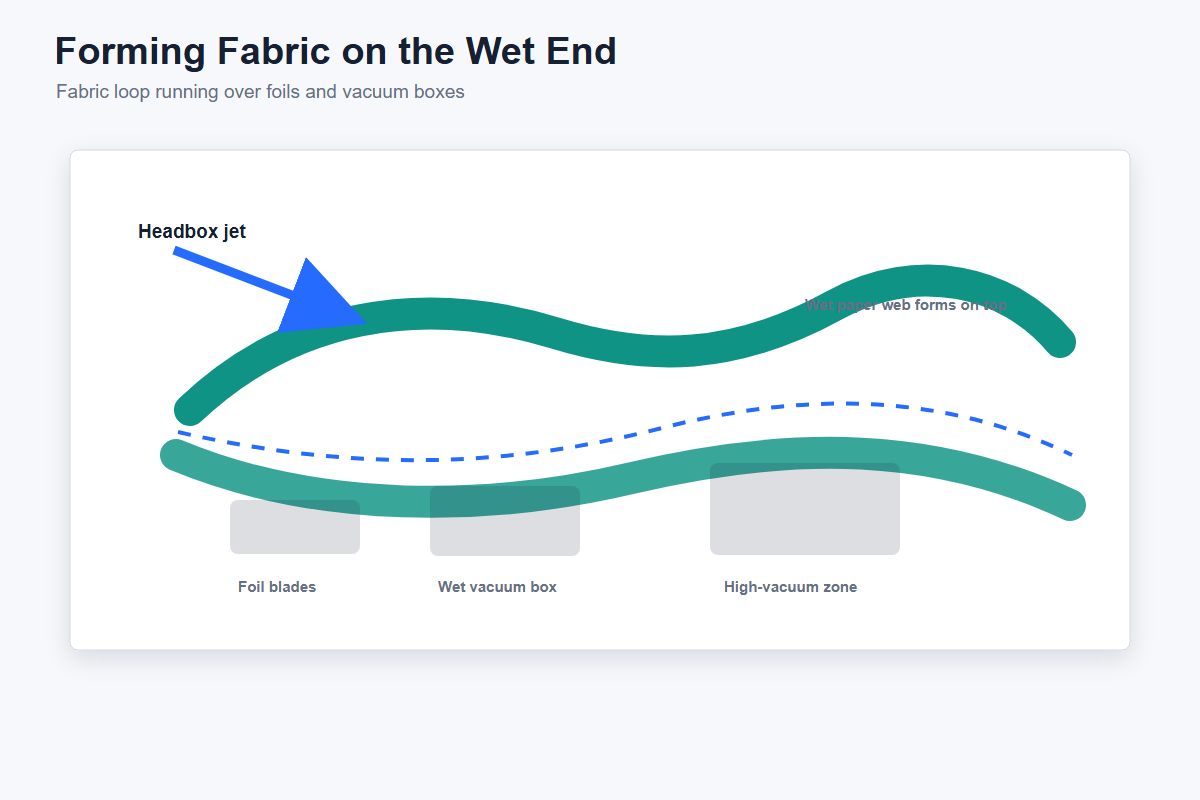 图:成型网在长网造纸机湿部运行。网子经过案板(产生真空脉动用于脱水)和真空箱。案板状况至关重要——磨损的案板是成型网过早损坏的主要原因。
图:成型网在长网造纸机湿部运行。网子经过案板(产生真空脉动用于脱水)和真空箱。案板状况至关重要——磨损的案板是成型网过早损坏的主要原因。
1. 磨蚀性磨损(最常见)
2. 化学降解(水解)
3. 分层脱层
4. 污染/堵塞
5. 接头故障
2019年,越南一家箱板纸厂联系我们,反映其SSB三层成型网出现反复分层问题。网子在运行40-50天时面层和底层之间开始分离——远低于SSB预期的60-90天。该厂在夹网成型器上使用100%再生纤维(OCC),运行速度900米/分钟。
我们的技术团队到现场考察,花了三个班次进行观察。根本原因不在网子本身——而是成型区一块磨损的陶瓷案板。这块案板经过多年运行形成了微细沟槽纹路。在900米/分钟的速度下,这种纹路在网子上产生高频微振动。经过40-50天,这些振动使SSB绑定纱线疲劳,导致层间分离从网边开始并向内扩展。
解决方案: 我们提供了带有加强封边的替换SSB网子,并建议该厂更换磨损的案板组——这是一项为期一天的维护工作,零件成本约4,200美元。
结果: 下一张网子在计划更换前运行了82天,没有出现分层。该厂年成型网消耗从8张降至5张,并且由于案板表面更光滑,纸页成型一致性得到了可衡量的改善。4,200美元的案板更换在第一年内就创造了超过30,000美元的网子成本节省。
教训: 当成型网过早出现故障时,要超越网子本身去查找原因。成型板和案板是成型网的基础——磨损的脱水元件即使最好的网子也会被损坏。
选择取决于您的纸机速度、纸种和预算。单层: 经济实惠,适用于较低车速的包装纸和文化纸(≤600米/分钟)。双层: 对中速纸机性能均衡,使用寿命比单层长30-50%。2.5层: 以竞争性价格提供中高速纸机的过渡性能。SSB三层: 高速卫生纸和高端纸种的首选(可达2,200米/分钟),提供最佳的纸页成型、脱水能力和60-90天以上的使用寿命。
SSB(Sheet Support Binder) 采用专门的绑定纱线系统,独立连接面层(纸页侧)和底层(纸机侧)。这使得每一层都可以针对其特定功能进行优化——面层细密网孔用于纤维支撑,底层坚固结构用于耐磨。与传统三层结构相比,其结果是更优的纸页成型、更少的网痕和更长的使用寿命。
典型使用寿命为30至90天以上,取决于层数类型和运行条件。单层网在标准工况下使用寿命为30-45天。双层网达到45-60天。SSB三层网在高速卫生纸机上可运行60-90天以上。影响寿命的关键因素包括纸机速度、填料含量(磨蚀性填料会缩短寿命)、化学环境和清洗措施。我们建议建立预测性更换计划,避免非计划停机。
最佳CFM取决于您的纸种、纸机速度和浆料组成。一般指导:350-450 CFM适用于高级纸和卫生纸(优先纤维保留),450-600 CFM适用于包装纸和箱板纸(优先脱水),400-550 CFM适用于牛皮纸和挂面纸(均衡型)。请始终咨询您的网子供应商技术团队,根据纸机数据获取具体建议。
是的,我们提供免费网子样品,以便您在下单前评估编织质量、表面特性和材料结构。样品可让您的团队评估纤维支撑、网孔均匀性和整体制造质量。请联系我们的销售团队提出您的要求。
您现在了解了四种层数类型、五个关键参数以及如何将网子与纸种匹配。以下是如何将这些知识转化为实际选型规格。
在更改任何东西之前,记录您的基线数据。记录过去六个月的这些指标:
如果您没有这些数据,请从今天开始收集。您无法改善您没有测量的东西。
每个成型部都有一个比其他因素更限制性能的因素。确定您的因素:
不要一次性更换所有位置。选择一个位置,记录当前网子规格和性能,安装新规格,运行一个完整的生命周期。对比:网子寿命、达到的纸机速度、留着数据、纸页质量报告,以及——最重要的——每吨纸的生产成本。
一个位置上已验证可重复的10%改进,在所有位置上推广后将累积为显著的年化节省。但只规模化经过验证的方案。
我们的应用工程师开发了一款计算工具,可根据您的纸种、纸机速度和浆料组成推荐最佳CFM和网目密度范围。无需复杂计算——输入您的参数即可获得数据支持的下一次网子规格选型起点。
📐 打开成型网计算工具 — 交互式工具,根据您的纸种、纸机速度和填料含量推荐最佳CFM、网目密度和层数类型。包含全部4种层数类型的参考数据表。
📧 需要详细分析? 发送邮件给我们的技术团队 提供您的纸机参数,获取数据支持的网子规格。
📞 直线电话: +86 135 2311 0033
📦 产品规格: 成型网详情与规格
继续探索:
联系我们的技术团队,获取造纸网解决方案的免费咨询。

