
Loading...

压榨毛毯是将湿纸幅承载通过造纸机压榨部的工程织物。其任务描述起来简单,但执行起来极其复杂:接收约80%水分的脆弱湿纸页,将其承载通过高压旋转压区同时吸收被挤出的水分,干净地剥离纸页,然后在下一个循环前再生其空隙结构——所有这些都在高达2,200米/分钟的速度下完成。
与成型网(刚性的编织网孔,设计用于让水通过而非吸收)不同,压榨毛毯是厚重、可压缩、类似非织造布的结构,设计用于吸收和携带水分离开纸页。现代压榨毛毯是由聚酰胺(尼龙)纤维针刺到编织基底织物中的多层工程复合材料,重量为1,200至1,800克/平方米——比大多数地毯更重。
关键采购洞察: 压榨毛毯直接控制造纸厂中最大的单一能源杠杆。离开压榨部的纸页干度每提高1%,干燥部蒸汽消耗降低约4%。选择正确的压榨毛毯本质上是一项能源投资决策。
压榨部位于成型部(湿部)和干燥部之间。其功能是机械脱水——使用压力而非热量将水从纸页中挤出,因为每公斤水的机械去除成本大约比热干燥低10倍。
从成型部来 压榨部 去干燥部
│ ┌─────────────────────────┐ │
湿纸幅(~80%水分) │ 一压 → 二压 → 三压 │ 纸页(~50%水分)
│ │ [毛毯] [毛毯] [毛毯] │ │
▼ └─────────────────────────┘ ▼
压榨压区内部发生什么:
这个循环在毛毯45-90天的使用寿命内每0.5-2.0秒重复一次——数千万次压缩循环。毛毯必须在所有这些循环中保持稳定的性能。
现代压榨毛毯是三个功能层的复合材料:
┌─────────────────────────────────────┐
│ 表面纤维层(细旦纤维) │ ← 纸页接触:光滑表面,
│ → 纸页侧纤维层 │ 最小毛毯痕
├─────────────────────────────────────┤
│ 芯层纤维(粗旦纤维) │ ← 水分处理:高空隙
│ → 吸水 + 回弹性 │ 体积、抗压缩性
├─────────────────────────────────────┤
│ 基底织物(编织网孔) │ ← 结构基础:
│ → 尺寸稳定性 + 强度 │ 强度、稳定性、运行性
└─────────────────────────────────────┘
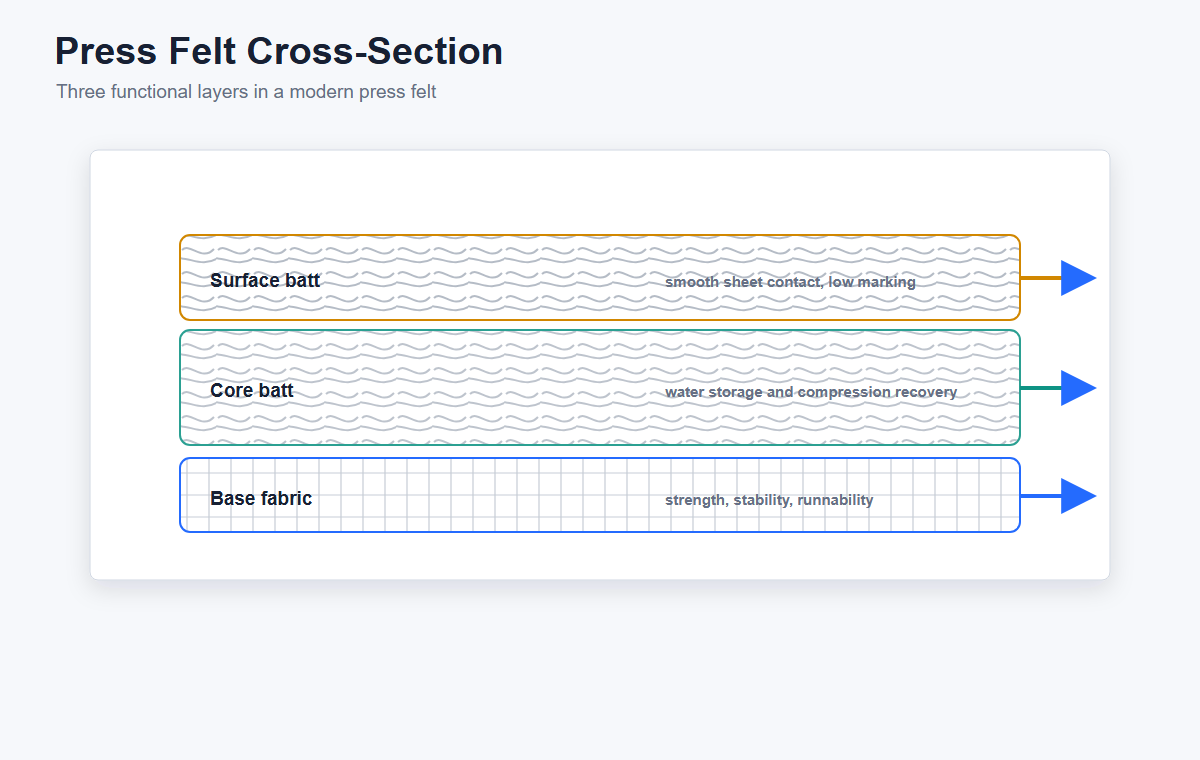 图:现代压榨毛毯的横截面,展示三个功能层:细旦表面纤维层(纸页接触)、粗旦芯层纤维(吸水)和编织基底织物(结构强度)。
图:现代压榨毛毯的横截面,展示三个功能层:细旦表面纤维层(纸页接触)、粗旦芯层纤维(吸水)和编织基底织物(结构强度)。
两种主导的结构理念是:
基底织物是相对开放的编织网孔(类似粗成型网)。纤维层被针刺到网孔上和穿过网孔。
优势:
最适合: 标准压榨位置、包装纸种,以及快速启动和容易调理为优先的造纸厂。
基底织物是更致密、更紧密编织的结构,具有多层纱线——通常类似双层成型网。
优势:
最适合: 高级印刷书写纸种、高线压压榨,以及纸页表面质量不可妥协的应用。
| 特征 | BOM(网基针刺) | BOB(底基针刺) | |------|---------------|---------------| | 基底织物 | 开放编织网孔 | 致密多层编织基底 | | 水分处理 | 卓越(高空隙体积) | 良好(中等空隙体积) | | 纸页表面质量 | 良好 | 卓越 | | 启动时间 | 2-4小时 | 3-6小时 | | 使用寿命 | 45-70天 | 60-90天 | | 最佳应用 | 包装纸、牛皮纸、标准纸种 | 高级纸、卫生纸、高端纸种 | | 成本 | $$ | $$$ |
最基础的压榨毛毯规格。以克/平方米表示,代表基底织物加纤维层的总质量。
| 克重范围 | 典型应用 | |---------|---------| | 1,200-1,400 g/m² | 卫生纸引纸、轻量纸种、一压 | | 1,400-1,600 g/m² | 标准压榨位置、印刷书写纸 | | 1,600-1,800 g/m² | 高线压压榨、包装纸、挂面纸 |
经验法则: 更重的毛毯可承受更高的线压力且使用寿命更长,但需要更积极的调理以保持空隙结构开放。
压榨毛毯的透气度远低于成型网或干网——通常在100 Pa下为30-120 L/m²·s。与成型网不同(水通过网孔排出),压榨毛毯的透气度表示空隙结构保持"开放"的程度。随着毛毯老化和压实,透气度会下降。
跟踪这一趋势。 随时间下降的透气度表明毛毯压实或堵塞——毛毯正在失去其水分处理能力。
毛毯结构中可用于水分的空白空间百分比。新毛毯通常具有40-55%的空隙体积,具体取决于设计。随着毛毯运行,压实会逐渐减少空隙体积。当降至约30%以下时,脱水性能明显下降,应安排更换毛毯。
纸页侧纤维层可以处理到不同的平滑度水平:
| 纸种 | 推荐结构 | 克重(g/m²) | 表面处理 | 关键考虑 | |------|---------|-------------|---------|---------| | 卫生纸 | BOB | 1,200-1,400 | 超细 | 纸页剥离、极速下最小毛毯痕 | | 印刷书写纸 | BOB或BOM(精细处理) | 1,400-1,600 | 精细 | 印刷质量的表面平滑度 | | 包装纸/箱板纸 | BOM | 1,500-1,800 | 标准 | 高水分负荷、抗污染能力 | | 牛皮纸/挂面纸 | BOM | 1,600-1,800 | 标准 | 耐久性、高线压承受能力 | | 特种纸/涂布纸 | BOB | 1,400-1,600 | 超细 | 最小毛毯痕、稳定的水分分布 |
压榨毛毯在闭环中运行。离开压榨压区携带从纸页吸收的水分后,毛毯必须被调理——清洗和脱水——才能重新进入压区。没有有效的调理,毛毯将在数小时而非数周内逐渐被纤维细屑、填料颗粒和污染物堵塞,失去空隙体积和脱水能力。
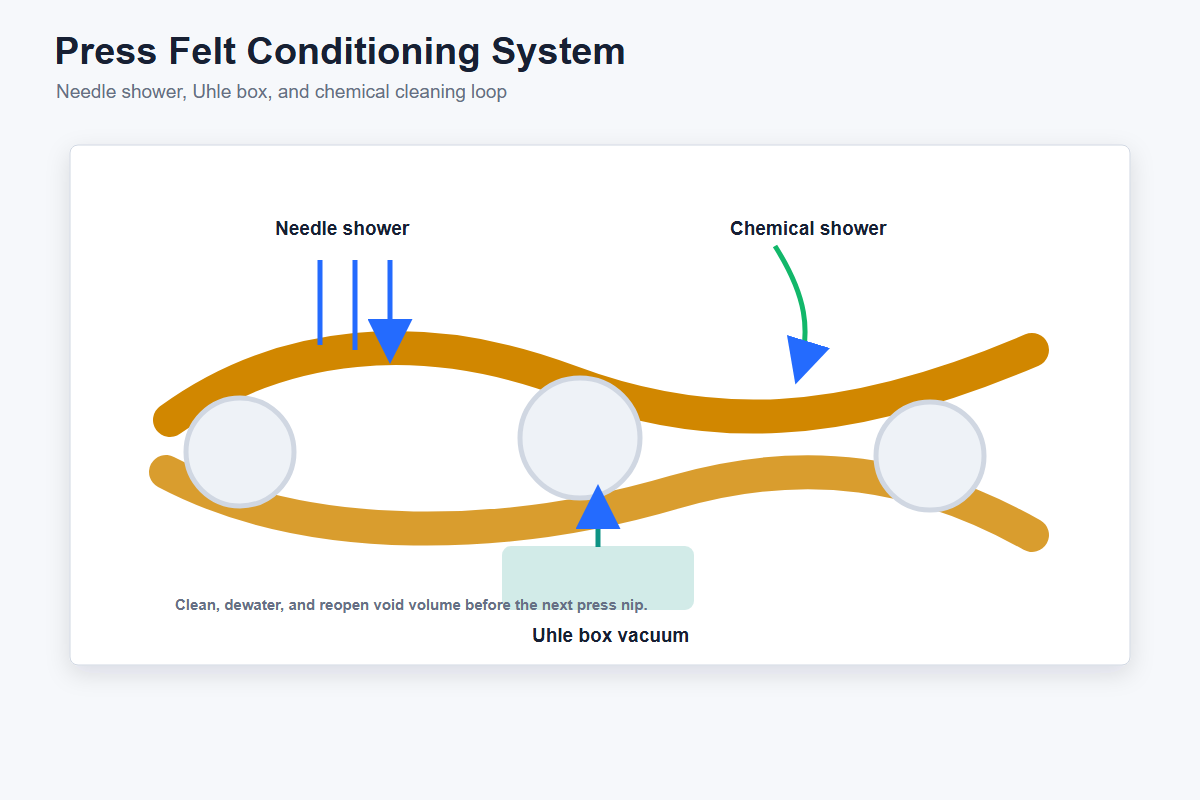 图:完整的压榨毛毯调理系统。高压针形喷淋(25-35巴)穿透毛毯结构,同时Uhle箱施加真空以去除水分和脱落的污染物。正确的调理是压榨毛毯寿命最重要的单一因素。
图:完整的压榨毛毯调理系统。高压针形喷淋(25-35巴)穿透毛毯结构,同时Uhle箱施加真空以去除水分和脱落的污染物。正确的调理是压榨毛毯寿命最重要的单一因素。
调理系统包括:
高压针形喷淋(25-35巴): 穿透毛毯结构,清除纤维细屑、填料和污染物。这些喷淋横向摆动以防止条纹。
Uhle箱(真空脱水): 在喷淋后立即施加真空(通常0.3-0.5巴)将水分和脱落的污染物从毛毯中吸出。
化学清洗喷淋: 定期施用碱性洗涤剂(用于树脂、胶粘物)或酸性清洗剂(用于碳酸钙垢)。可以是连续低浓度或批量高浓度施用。
润滑喷淋: 低压浸润喷淋在压区前保持毛毯饱和,防止纸页回湿并确保稳定的水分传递。
采购备注: 在评估压榨毛毯供应商时,询问他们推荐的调理方案。随毛毯提供详细调理指导的供应商展示了应用专业知识。只发送毛毯而没有调理建议的供应商是在销售商品,而非解决方案。
| 问题 | 症状 | 根本原因 | 解决方案 | |------|------|---------|---------| | 堵塞 | 脱水逐渐丧失、纸页水分增加 | 纤维细屑和填料填充空隙结构 | 提高喷淋压力、验证Uhle箱真空度、实施化学清洗计划 | | 压实 | 透气度逐渐下降、毛毯表面变硬 | 高线压力超出毛毯设计极限 | 选择更高克重毛毯、验证线压力分布均匀性、改善调理强度 | | 阴影痕 | 纸页上可见纹路与毛毯编织纹路一致 | 压力分布不均、基底织物对应用过粗 | 切换到BOB结构、更细基底织物或超细表面纤维层 | | 边缘磨损 | 毛毯边缘磨损或变薄 | 导辊不对中、过度导正修正 | 检查导辊对中、确保毛毯张力在规定范围内、验证导网板灵敏度 | | 纸页掉落 | 纸页在压区间从毛毯上脱落 | 纸页附着力差、毛毯表面水膜不足 | 调整毛毯表面处理、验证喷淋水质(硬水降低附着力) | | 分层 | 纤维层与基底织物分离 | 制造缺陷、单点喷淋压力过高 | 更换毛毯、验证喷淋摆动功能正常、审查喷淋压力设置 |
土耳其一家卫生纸厂在二压位置上长期面临压榨毛毯堵塞问题。BOM毛毯——规格为1,450 g/m²——到第18天透气度开始下降,需要每周进行化学清洗。到第35天,脱水已恶化到纸机必须减速8%以维持纸页水分目标。该厂在40-42天更换毛毯——远低于60天的目标。
我们的应用工程师在纸机上花了两整天时间,追溯到问题源头:该厂的水处理系统提供的高压针形喷淋水总溶解固体(TDS)为450 ppm,几乎是推荐最大值250 ppm的两倍。溶解的矿物质在压榨压区中随水分蒸发而沉淀在毛毯结构内部,起到微尺度水泥的作用,将纤维细屑锁定在空隙结构中。
解决方案: 我们提供了下一张毛毯——相同克重、相同BOM结构——但与该厂合作在喷淋水供应管线上安装了反渗透精处理单元,将TDS降至150 ppm以下。我们还将化学清洗计划从被动式(每周"抢救性"清洗)调整为预防性(通过专用喷淋管以0.5%浓度连续低浓度碱性洗涤剂)。
结果: 下一张毛毯运行了58天才因透气度损失而触发更换。纸机速度在毛毯整个寿命期内保持在100%。年毛毯消耗从该位置的9张降至6张,水处理升级在7个月内通过减少毛毯成本和消除速度损失收回投资。
教训: 压榨毛毯性能是纸机水质的镜子。差的水质会毁掉好的毛毯。在责怪毛毯供应商之前,先检测您的喷淋水。
我们的压榨毛毯专为所有压榨部位置设计,包括引纸、一压、二压和三压。 我们根据具体位置要求定制毛毯设计——克重、透气度、表面处理——以优化脱水性能。引纸毛毯优先考虑纸页剥离和轻柔处理,而后段压榨位置则优化为在更高线压力下实现最大脱水。
毛毯克重选择取决于纸机的线压力、速度、纸种和压榨位置。一般指导:1,200-1,400 g/m²用于卫生纸引纸和轻量纸种,1,400-1,600 g/m²用于印刷书写纸的标准压榨位置,1,600-1,800 g/m²用于高线压压榨和重型包装纸/挂面纸应用。更重的毛毯可承受更高压力且寿命更长,但需要更积极的调理。
我们的压榨毛毯采用预调理表面,最大限度地缩短了跑合时间。典型的稳定化在运行2-4小时内完成,而没有预调理的传统毛毯需要8-12小时。这意味着更快达到目标纸页水分水平、减少启动废品和更快恢复到全速生产。
**BOM(Batt-on-Mesh,网基针刺)**使用编织网孔基底织物,纤维层针刺到其上。它以更开放的结构提供卓越的脱水性能——非常适合标准压榨位置。**BOB(Batt-on-Base,底基针刺)**使用更致密的编织基底织物,为高级纸种提供更平滑的纸页侧表面以减少毛毯痕。BOM毛毯通常启动更快且更容易清洗;BOB毛毯在要求苛刻的位置提供更优的纸页表面质量和更长的使用寿命。
关键策略包括:(1) 保持高压针形喷淋在25-35巴压力下并正确摆动,(2) 实施定期化学清洗计划(碱性用于树脂,酸性用于碳酸钙垢),(3) 确保Uhle箱真空度优化——不过度,(4) 检查并维护导辊表面的磨损或损坏,(5) 避免毛毯干运行——始终确保启动前喷淋水开启,(6) 监控毛毯水分和透气度趋势以检测堵塞或压实的早期迹象。
压榨毛毯决策是造纸厂中杠杆最高的财务决策之一。让我们以一台有代表性的6米宽印刷书写纸机(1,200米/分钟)为例,量化优化带来的收益。
离开压榨部的纸页干度每提高1%,干燥部蒸汽消耗降低约4%。对于年产25万吨的示例纸机:
毛毯本身的成本可能每个位置8,000-12,000美元。ROI的计算不是接近——毛毯决策实际上是一个能源决策。
非计划换毯的成本远高于毛毯本身:
印刷纸种上的压榨毛毯阴影痕可能将2-5%的产品从一级品降级为二级品或损纸。按$150/吨的价差,年产25万吨:
一张超细表面处理的BOB毛毯可能比标准BOM毛毯贵$2,000。如果它将阴影痕减少一半,ROI约为280:1。
当采购主要根据购买价格评估压榨毛毯时,分析遗漏了比毛毯购买价格大10-100倍的三个成本:能源、停机和质量降级。在采购会议上被争论的$2,000毛毯价格差异,与毛毯直接影响的价值超过$500,000的运营成本相比,只是一个舍入误差。
我们的技术团队将分析您的压榨部运行数据——纸机速度、线压力、当前毛毯寿命、纸页水分趋势和蒸汽消耗——并提供详细的毛毯推荐和预计ROI。
📧 准备进行专家分析? 发送邮件给我们的技术团队 提供您的纸机参数,获取48小时内的详细毛毯推荐。
📞 直线电话: +86 135 2311 0033
📦 产品规格: 压榨毛毯详情与规格
继续探索:
联系我们的技术团队,获取造纸网解决方案的免费咨询。

