Table of Contents
- What Is Forming Fabric?
- How Forming Fabric Works in the Paper Machine
- The Four Layer Types — Complete Comparison
- Key Technical Parameters Explained
- How to Select the Right Forming Fabric
- Forming Fabric by Paper Grade
- Common Failure Modes and Prevention
- Frequently Asked Questions
- Conclusion & Next Steps
The forming fabric is the first and arguably most critical piece of paper machine clothing. Positioned at the wet end of the paper machine, it receives a jet of highly diluted fiber suspension directly from the headbox and performs two simultaneous functions: draining water while retaining fibers to build a uniform, continuous paper web.
In simple terms, the forming fabric is where paper is born. Everything that happens downstream — pressing, drying, calendering, coating — can only correct, not create. If the sheet is poorly formed at the wet end, no amount of downstream processing will fully compensate.
Modern forming fabrics are precision-woven textiles made primarily from polyester (PET) monofilament yarns. A typical fabric contains 35–65 warp threads per centimeter — finer than many clothing textiles — and is engineered with exacting specifications for air permeability, fiber support, dimensional stability, and wear resistance.
Key insight for procurement managers: The forming fabric typically accounts for 15–25% of a mill's total PMC budget but influences 60–80% of final sheet quality parameters. Underinvesting here to save cost is almost always a false economy.
To understand forming fabric selection, you must first understand the forming process:
HEADBOX JET → FORMING FABRIC (moving at machine speed)
│
├─ Gravity drainage (water falls through mesh)
├─ Foil blade vacuum pulses (low-pressure drainage)
├─ Wet vacuum boxes (medium-pressure dewatering)
└─ Couch roll / high-vacuum box (final dewatering)
│
WET PAPER WEB
(~80% water → to press section)
The headbox delivers a precisely controlled jet of fiber slurry — approximately 0.5–1.5% fiber solids suspended in water — onto the moving forming fabric. In less than one second, the fabric must:
- Allow water to drain through its mesh structure at the right rate — too fast causes fiber loss and poor formation; too slow causes sheet crushing at downstream presses
- Retain fine fibers and fillers on the sheet side — first-pass retention rates of 85–95% are achievable with proper fabric selection
- Provide a uniform forming surface — any irregularity in the fabric surface transfers directly to the paper sheet as "wire marking"
The fabric itself moves in a continuous loop, typically 30–60 meters in total length depending on machine size. After the sheet transfers to the press section, the fabric passes through a cleaning shower system and returns to the headbox to receive fresh stock.
The Four Layer Types — Complete Comparison
Forming fabrics are classified by the number of independent yarn layers in their weave structure. More layers enable greater functional specialization — separating the sheet-side surface (optimized for formation) from the machine-side surface (optimized for wear resistance and dimensional stability).
The original synthetic forming fabric design. One set of warp yarns interwoven with one set of weft yarns produces a simple, thin, and economical fabric.
| Attribute | Value |
|-----------|-------|
| Construction | 1 warp layer + 1 weft layer |
| Typical mesh count | 35–45 threads/cm |
| Best machine speed | ≤ 600 m/min |
| Typical life | 30–45 days |
| Cost level | $ (lowest) |
Best for: Low-speed machines producing standard packaging grades, kraft paper, and corrugated medium where surface quality requirements are moderate.
Limitations: Single-function surface — the same yarns handle both fiber support and machine-side wear. This creates a compromise: finer yarns improve formation but wear faster; thicker yarns last longer but mark the sheet.
Two independent warp yarn systems (one for the sheet side, one for the machine side) woven with a single weft system. This is the most common fabric type in the industry.
| Attribute | Value |
|-----------|-------|
| Construction | 2 warp layers + 1 weft layer |
| Typical mesh count | 45–55 threads/cm (sheet side) |
| Best machine speed | 400–1,000 m/min |
| Typical life | 45–60 days |
| Cost level | $$ |
Best for: Medium-to-high speed machines producing printing & writing grades, tissue, and premium packaging papers. The separate sheet-side layer enables better surface quality without sacrificing durability.
Key advantage over single layer: 30–50% longer service life with measurably better sheet formation.
A hybrid design positioned between double-layer and full triple-layer constructions. Uses two sets of warp yarns and two sets of weft yarns but with a shared binding structure — more sophisticated than double-layer but less complex (and less costly) than full SSB.
| Attribute | Value |
|-----------|-------|
| Construction | 2 warp layers + 2 weft systems (shared binder) |
| Typical mesh count | 50–60 threads/cm |
| Best machine speed | 600–1,500 m/min |
| Typical life | 50–70 days |
| Cost level | $$$ |
Best for: Mills seeking triple-layer-adjacent performance at a more competitive price point. Ideal for medium-to-high-speed machines running printing, writing, and specialty paper grades.
The premium tier. SSB (Sheet Support Binder) fabrics have completely independent top and bottom layers connected by a dedicated binder yarn system. This is the most advanced forming fabric technology available.
| Attribute | Value |
|-----------|-------|
| Construction | Independent top + bottom layers + binder yarns |
| Typical mesh count | 55–65 threads/cm |
| Best machine speed | Up to 2,200 m/min |
| Typical life | 60–90+ days |
| Cost level | $$$$ (highest) |
Best for: High-speed tissue machines, premium printing & writing grades, and any application where sheet quality and machine efficiency are paramount. The independent layer design means each side is fully optimized for its function — ultra-fine sheet-side mesh for fiber support, robust machine-side construction for wear.
Why SSB dominates high-speed machines:
- Fiber Support Index (FSI): Highest of any fabric type — critical for tissue and fine paper
- Drainage capacity: The open machine-side layer provides unrestricted water removal
- Service life: 2–3× longer than single-layer, even at extreme speeds
- Sheet quality: Minimal wire marking, even at 2,000+ m/min
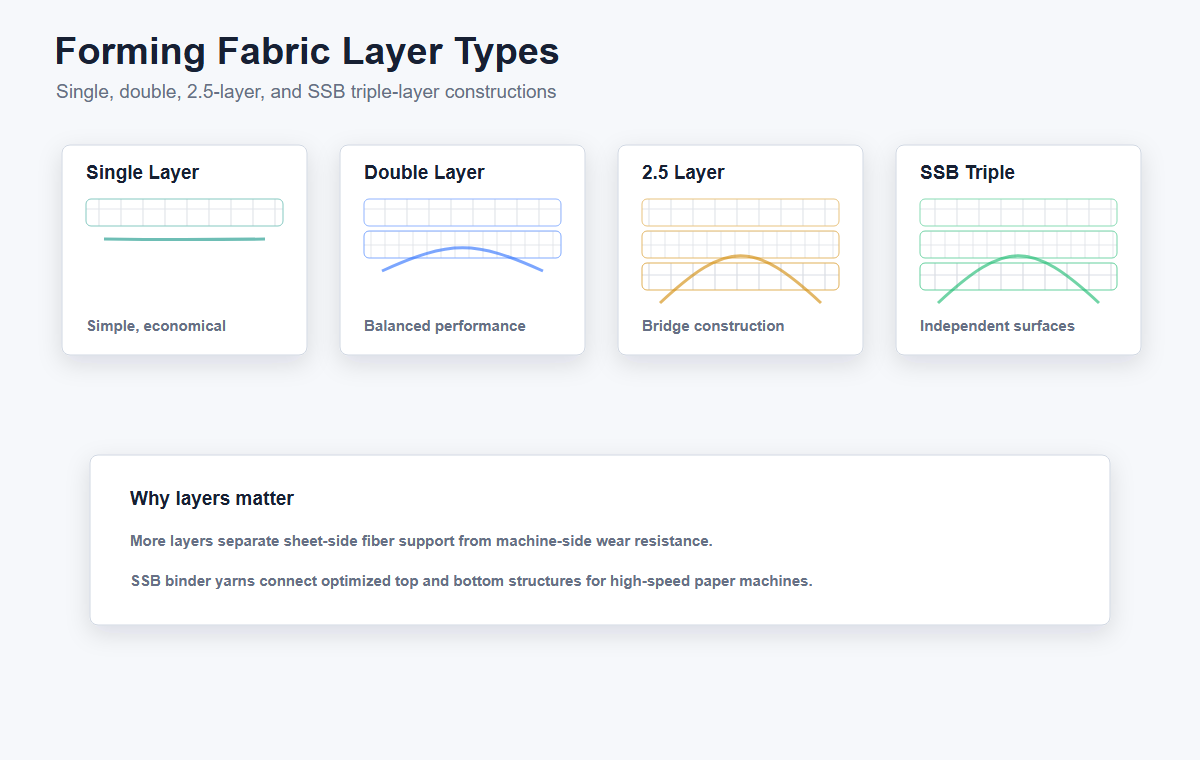 Figure: Cross-section comparison of the four forming fabric layer types. Note how SSB triple-layer uses independent top and bottom fabric layers connected by binder yarns — allowing each surface to be optimized for its specific function (fiber support vs. wear resistance).
Figure: Cross-section comparison of the four forming fabric layer types. Note how SSB triple-layer uses independent top and bottom fabric layers connected by binder yarns — allowing each surface to be optimized for its specific function (fiber support vs. wear resistance).
→ Related reading: 5 Key Benefits of SSB Triple Layer Forming Fabric
Key Technical Parameters Explained
When evaluating forming fabrics, procurement managers should understand these five critical specifications:
1. Air Permeability (CFM — Cubic Feet per Minute)
The most commonly specified parameter. CFM measures how easily air (and therefore water) passes through the fabric structure.
| CFM Range | Best For |
|-----------|----------|
| 350–450 | Fine paper, tissue (prioritize fiber retention) |
| 450–600 | Packaging, containerboard (prioritize drainage) |
| 400–550 | Kraft, linerboard (balanced) |
What happens if you get it wrong? Too-low CFM restricts drainage, causing sheet crushing in the press section and limiting machine speed. Too-high CFM allows excessive fiber and filler loss, increasing raw material costs and reducing sheet strength.
2. Mesh Count (threads/cm)
The number of warp threads per centimeter. Higher counts mean finer meshes, better fiber support, and smoother sheet surfaces — at the cost of reduced drainage capacity and potentially shorter life. Modern SSB fabrics achieve mesh counts of 55–65 threads/cm while maintaining excellent drainage through the independent machine-side layer.
3. Fiber Support Index (FSI)
A calculated value that predicts how well the fabric retains fine fibers and fillers on the sheet side. FSI incorporates mesh count, yarn diameter, and weave pattern geometry into a single number.
- Single layer fabrics: FSI 100–130
- Double layer fabrics: FSI 130–160
- SSB triple layer fabrics: FSI 160–200+
Higher is better for fine paper and tissue grades where fiber retention directly impacts paper strength and opacity.
4. Caliper (Thickness)
Measured in millimeters, caliper affects both wear life (thicker = longer) and drainage resistance (thicker = more resistance). Forming fabric caliper typically ranges from 0.5 mm (single layer) to 1.2 mm (SSB triple layer).
5. Open Area (%)
The percentage of the fabric surface that is open space for water passage. Generally ranges from 15–30%. Higher open area improves drainage but may compromise fiber retention if not properly engineered with the right weave pattern.
Follow this five-step framework:
Step 1 — Document your machine parameters:
- Machine manufacturer, model, width, design speed, current operating speed
- Headbox type (hydraulic vs. air-pad), slice opening range
- Forming section configuration (Fourdrinier, twin-wire, hybrid)
Step 2 — Define your paper grade requirements:
- Basis weight range, furnish composition (virgin fiber % vs. recycled %)
- Filler type and percentage (calcium carbonate is more abrasive than kaolin clay)
- Surface quality requirements (printing, coating, converting)
Step 3 — Identify current pain points:
- Is drainage limiting machine speed?
- Is fiber retention too low (high whitewater consistency)?
- Is fabric life too short (frequent changes)?
- Is wire marking visible on the finished sheet?
Step 4 — Match layer type to needs:
- Low speed, standard grades, tight budget → Single or Double Layer
- Medium speed, improving quality → 2.5 Layer
- High speed, premium grades, maximum efficiency → SSB Triple Layer
Step 5 — Consult with your supplier's technical team:
- Share the data from Steps 1–3
- Request specific recommendations with performance projections
- Ask for references running the same paper grade with the recommended fabric
| Paper Grade | Recommended Layer | Typical Mesh Count | Key Requirement |
|-------------|-------------------|-------------------|-----------------|
| Tissue | SSB Triple Layer | 58–65 threads/cm | Maximum drainage + fine fiber retention at 2,000+ m/min |
| Printing & Writing | SSB Triple Layer or 2.5-Layer | 55–62 threads/cm | Ultra-smooth surface, minimal wire marking |
| Packaging / Containerboard | Double Layer or 2.5-Layer | 42–52 threads/cm | High drainage, contamination resistance |
| Kraft / Linerboard | Double Layer | 40–50 threads/cm | Durability, tolerance for high basis weights |
| Corrugated Medium | Single or Double Layer | 35–45 threads/cm | Cost-effective, adequate drainage |
| Specialty / Technical | Custom (consult) | Application-specific | Depends on fiber type and end-use requirements |
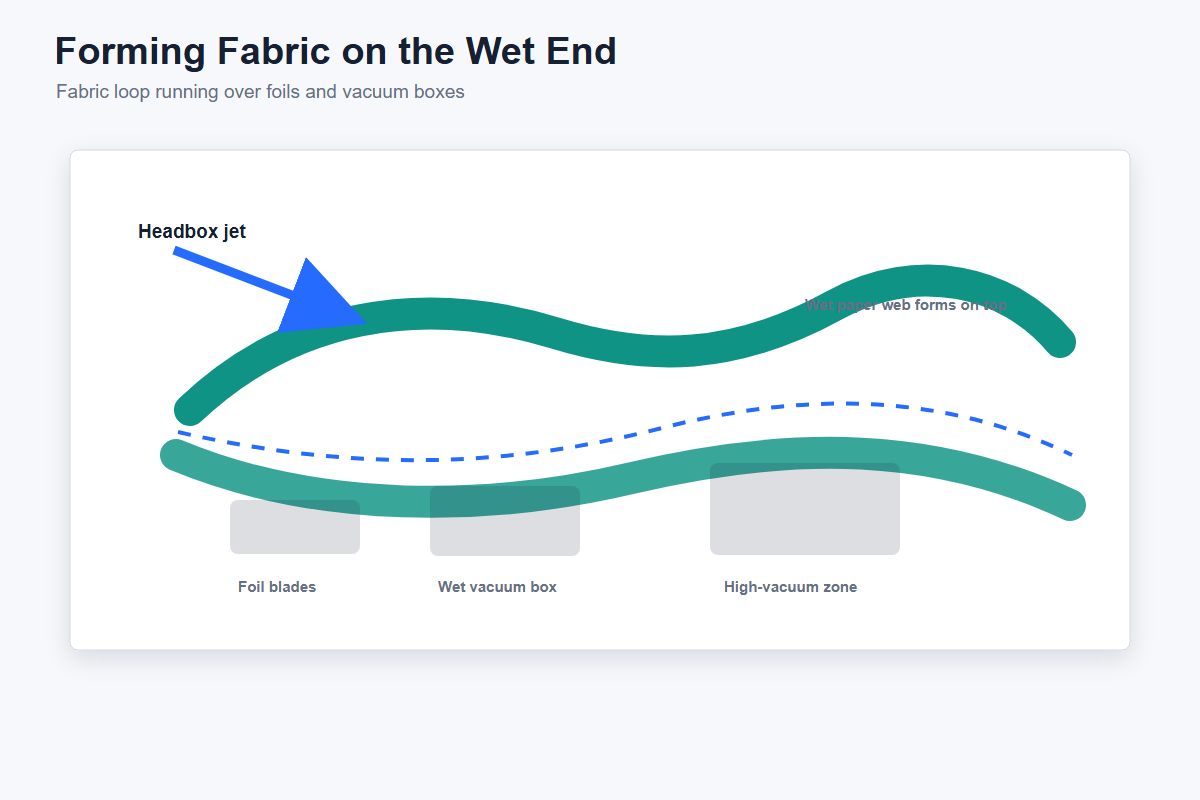 Figure: A forming fabric in operation on a Fourdrinier paper machine wet end. The fabric passes over foil blades (creating vacuum pulses for drainage) and vacuum boxes. Proper foil blade condition is critical — worn blades are a leading cause of premature fabric failure.
Figure: A forming fabric in operation on a Fourdrinier paper machine wet end. The fabric passes over foil blades (creating vacuum pulses for drainage) and vacuum boxes. Proper foil blade condition is critical — worn blades are a leading cause of premature fabric failure.
Common Failure Modes and Prevention
1. Abrasive Wear (most common)
- Cause: Filler particles, especially calcium carbonate and TiO₂, act as abrasives
- Prevention: Select abrasion-resistant weave patterns; ensure proper foil blade material and condition
2. Chemical Degradation (Hydrolysis)
- Cause: Exposure to acidic conditions (pH < 4) combined with high temperature degrades polyester yarns
- Prevention: Monitor and control wet-end pH; consider hydrolysis-resistant PET variants
3. Delamination
- Cause: Separation of layers in multi-layer fabrics, often initiated at the fabric edge
- Prevention: Proper edge sealing; avoid excessive fabric tension; inspect edges during each shutdown
4. Contamination / Filling
- Cause: Stickies, pitch, and filler accumulation blocking mesh openings
- Prevention: Maintain effective fabric cleaning showers (needle jet, 20–30 bar); implement scheduled chemical cleaning
5. Seam Failure
- Cause: Wear at the seam joining point, the weakest part of any forming fabric loop
- Prevention: Ensure proper seam installation; avoid overtensioning; monitor seam condition regularly
From Our Factory Floor
A containerboard mill in Vietnam contacted us in 2019 with a recurring SSB triple-layer delamination problem. The fabric was separating between the top and bottom layers at 40–50 days of operation — well short of the 60–90 day expectation for SSB. The mill was running 100% recycled fiber (OCC) at 900 m/min on a gap former.
Our technical team visited the machine and spent three shifts observing. The root cause was not the fabric — it was a worn ceramic foil blade in the forming zone. The blade had developed a microscopic groove pattern from years of operation. At 900 m/min, this pattern was creating high-frequency micro-vibrations in the fabric. Over 40–50 days, these vibrations fatigued the SSB binder yarns, causing layer separation that began at the edges and propagated inward.
Solution: We provided a replacement SSB fabric with reinforced edge binding and recommended the mill replace the worn foil blade set — a one-day maintenance job costing approximately $4,200 in parts.
Result: The next fabric ran for 82 days before scheduled replacement with no delamination. The mill's annual forming fabric consumption dropped from 8 fabrics to 5, and sheet formation consistency improved measurably due to the smoother foil surface. The $4,200 foil replacement generated over $30,000 in fabric cost savings in the first year alone.
Lesson: When a forming fabric fails prematurely, look beyond the fabric. The forming board and foil blades are the fabric's foundation — worn dewatering elements will destroy even the best fabric.
Frequently Asked Questions
The choice depends on your machine speed, paper grade, and budget. Single-layer: cost-effective for lower-speed packaging and cultural paper (≤ 600 m/min). Double-layer: good balance for medium-speed machines with 30–50% longer life than single-layer. 2.5-layer: bridge performance at competitive pricing for medium-to-high-speed machines. SSB triple-layer: premium choice for high-speed tissue and demanding grades (up to 2,200 m/min) — provides the best formation, drainage, and service life at 60–90+ days.
SSB (Sheet Support Binder) uses a specialized binder yarn system that independently connects the top (sheet-side) and bottom (machine-side) layers. This allows each layer to be optimized for its specific function — fine mesh on top for fiber support, robust construction on bottom for wear resistance. The result is superior sheet formation, reduced wire marking, and longer fabric life compared to standard triple-layer constructions where layers are more interdependent.
Typical service life ranges from 30 to 90+ days depending on layer type and operating conditions. Single-layer fabrics last 30–45 days on standard applications. Double-layer fabrics achieve 45–60 days. SSB triple-layer fabrics can run 60–90+ days on high-speed tissue machines. Key factors affecting life include machine speed, filler content (abrasive fillers reduce life), chemical environment, and cleaning practices. We recommend establishing a predictive replacement schedule to avoid unplanned downtime.
The optimal CFM depends on your paper grade, machine speed, and furnish composition. General guidance: 350–450 CFM for fine paper and tissue (favoring fiber retention), 450–600 CFM for packaging and containerboard (favoring drainage), and 400–550 CFM for kraft and linerboard (balanced). Always consult with your fabric supplier's technical team for a specific recommendation based on your machine data.
Can you provide fabric samples for evaluation?
Yes. We provide free fabric samples so you can assess weave quality, surface characteristics, and material construction before placing an order. Samples allow your team to evaluate fiber support, mesh uniformity, and overall build quality. Contact our sales team with your requirements.
You now understand the four layer types, the five critical parameters, and how to match fabrics to paper grades. Here's how to turn that knowledge into a specification.
Before changing anything, document your baseline. Record these metrics from the past six months:
- Average fabric life (days)
- Couch and flatbox vacuum levels (trend over fabric life)
- Headbox consistency vs. whitewater consistency (indicates retention efficiency)
- Sheet breaks attributed to wet-end causes
- Visible wire marking complaints from customers or converting
If you don't have this data, start collecting it today. You cannot improve what you don't measure.
Step 2: Identify Your Binding Constraint
Every forming section has ONE factor that limits performance more than any other. Determine yours:
- Drainage-limited: Machine speed is capped because the fabric can't remove water fast enough → prioritize higher CFM, SSB or 2.5-layer construction
- Retention-limited: Whitewater consistency is high, fiber costs are up → prioritize higher FSI, finer mesh count
- Life-limited: Fabric changes are too frequent, downtime is your biggest cost → prioritize SSB triple-layer, abrasion-resistant yarns
- Quality-limited: Wire marking or poor formation is causing customer rejects → prioritize finer surface mesh, SSB construction
Step 3: Run a Controlled Trial
Don't switch all positions at once. Select one position, document the current fabric specification and performance, install the new specification, and run it for a full life cycle. Compare: fabric life, machine speed achieved, retention data, sheet quality reports, and — most importantly — cost per ton of paper produced.
Step 4: Scale What Works
A 10% improvement on one position that proves repeatable across all positions compounds into significant annual savings. But only scale what you've validated.
Our application engineers have built a spreadsheet tool that recommends optimal CFM and mesh count ranges based on your paper grade, machine speed, and furnish composition. No complex math required — enter your parameters and get a data-backed starting point for your next fabric specification.
📐 Open the Forming Fabric Calculator — Interactive tool that recommends optimal CFM, mesh count, and layer type based on your paper grade, machine speed, and filler content. Includes reference tables for all 4 layer types.
📧 Want a detailed analysis? Email our technical team with your machine parameters for a data-backed fabric specification.
📞 Direct line: +86 135 2311 0033
📦 Product specifications: Forming Fabric Details & Specifications
Continue exploring:



