Table of Contents
- What Is Press Felt?
- How the Press Section Works
- Press Felt Construction: Anatomy of a Modern Felt
- Key Specifications and How to Read Them
- Press Felt Selection by Paper Grade
- Press Felt Conditioning: Why It Matters
- Common Press Felt Problems and Solutions
- Frequently Asked Questions
- Conclusion & Next Steps
What Is Press Felt?
The press felt is the engineered textile that carries the wet paper web through the press section of the paper machine. Its job is deceptively simple to describe but extraordinarily complex to execute: accept a fragile wet sheet at ~80% moisture content, carry it through high-pressure rotating nips while absorbing expelled water, release the sheet cleanly, then regenerate its void structure before the next cycle — all while traveling at speeds up to 2,200 meters per minute.
Unlike forming fabrics (which are rigid woven meshes designed to drain water by letting it pass through), press felts are thick, compressible, nonwoven-like structures designed to absorb and carry water away from the sheet. A modern press felt is a multi-layer engineered composite of polyamide (nylon) fibers needle-punched into a woven base fabric, weighing 1,200 to 1,800 grams per square meter — heavier than most carpet.
Critical procurement insight: The press felt directly controls the single largest energy lever in the paper mill. Every 1% increase in sheet dryness leaving the press section reduces dryer section steam consumption by approximately 4%. Selecting the right press felt is fundamentally an energy investment decision.
How the Press Section Works
The press section sits between the forming section (wet end) and the dryer section. Its function is mechanical dewatering — squeezing water out of the sheet using pressure rather than heat, because mechanical water removal costs roughly 10× less per kilogram of water removed than thermal drying.
FROM FORMING SECTION PRESS SECTION TO DRYER SECTION
│ ┌─────────────────────────┐ │
Wet web (~80% H₂O) │ Nip 1 → Nip 2 → Nip 3 │ Sheet (~50% H₂O)
│ │ [felt] [felt] [felt] │ │
▼ └─────────────────────────┘ ▼
What happens inside a press nip:
- Entry: The wet sheet and press felt enter the nip together — sheet on top, felt below
- Compression: As the rolls press together (nip pressure up to 1,000+ kN/m), water is squeezed from the sheet into the felt's void structure
- Maximum pressure: At the nip center, the felt reaches maximum compression — its void volume is at minimum
- Expansion: As the nip opens, the felt's void structure rebounds, holding the water it absorbed
- Release: The sheet transfers to the next position; the felt continues around its loop to be cleaned and dewatered (conditioned) before the next nip
This cycle repeats every 0.5–2.0 seconds throughout the felt's 45–90 day service life — tens of millions of compression cycles. The felt must maintain consistent performance through all of them.
Press Felt Construction: Anatomy of a Modern Felt
A modern press felt is a composite of three functional layers:
┌─────────────────────────────────────┐
│ SURFACE BATT (fine-denier fibers) │ ← Sheet contact: smooth surface,
│ → Sheet-side fiber layer │ minimal marking
├─────────────────────────────────────┤
│ CORE BATT (coarse-denier fibers) │ ← Water handling: high void
│ → Water absorption + resilience │ volume, compression resistance
├─────────────────────────────────────┤
│ BASE FABRIC (woven mesh) │ ← Structural foundation:
│ → Dimensional stability + strength │ strength, stability, runnability
└─────────────────────────────────────┘
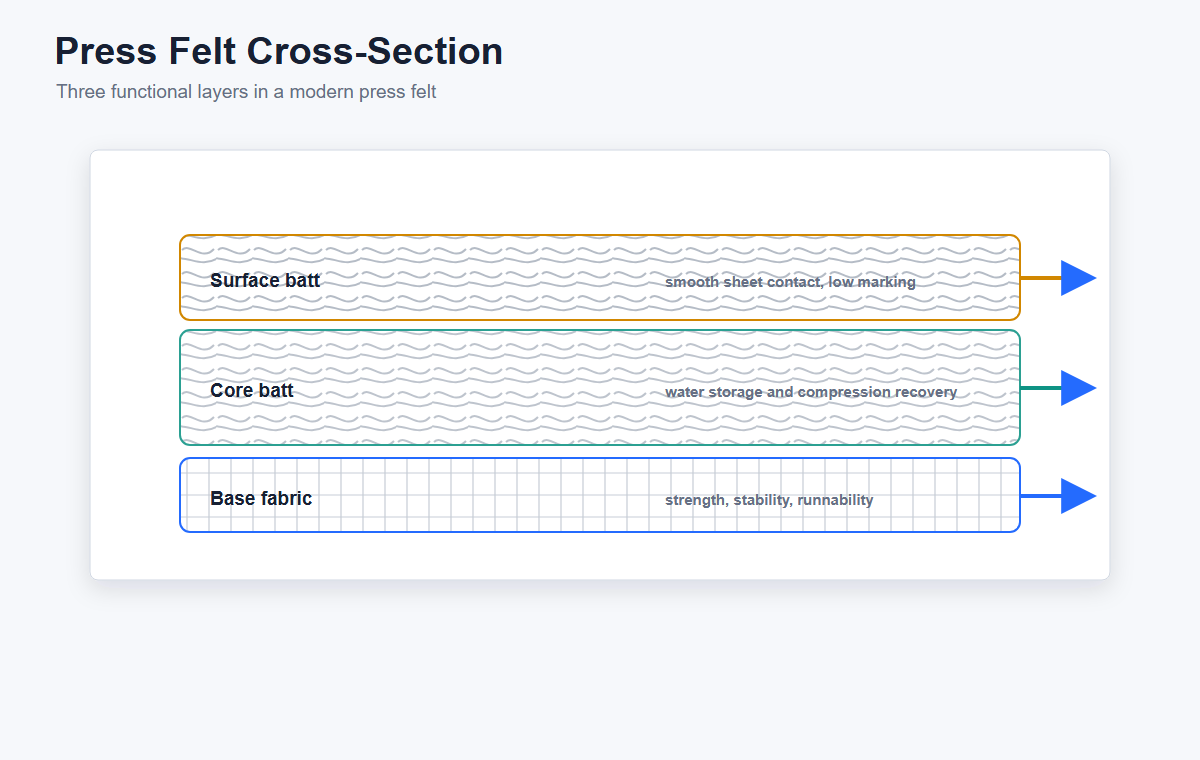 Figure: Cross-section of a modern press felt showing the three functional layers: fine-denier surface batt (sheet contact), coarse core batt (water absorption), and woven base fabric (structural strength).
Figure: Cross-section of a modern press felt showing the three functional layers: fine-denier surface batt (sheet contact), coarse core batt (water absorption), and woven base fabric (structural strength).
The two dominant construction philosophies are:
BOM (Batt-on-Mesh)
The base fabric is a relatively open woven mesh (similar to a coarse forming fabric). Batt fibers are needle-punched onto and through this mesh.
Strengths:
- Excellent water handling — open base structure provides high void volume
- Faster startup — reaches equilibrium moisture profile quickly
- Easier to clean and condition — less resistance to shower water penetration
- Typically lower cost than equivalent BOB designs
Best for: Standard press positions, packaging grades, and mills where fast startup and easy conditioning are priorities.
BOB (Batt-on-Base)
The base fabric is a denser, more tightly woven structure with multiple yarn layers — often resembling a double-layer forming fabric.
Strengths:
- Superior sheet surface quality — denser base provides more uniform pressure distribution
- Reduced felt marking on premium paper grades
- Longer service life in high-nip applications
- Better dimensional stability at extreme speeds and pressures
Best for: Premium printing & writing grades, high-nip presses, and applications where sheet surface quality is non-negotiable.
| Feature | BOM (Batt-on-Mesh) | BOB (Batt-on-Base) |
|---------|-------------------|-------------------|
| Base fabric | Open woven mesh | Dense multi-layer woven base |
| Water handling | Excellent (high void volume) | Good (moderate void volume) |
| Sheet surface quality | Good | Superior |
| Startup time | 2–4 hours | 3–6 hours |
| Service life | 45–70 days | 60–90 days |
| Best application | Packaging, kraft, standard grades | Fine paper, tissue, premium grades |
| Cost | $$ | $$$ |
Key Specifications and How to Read Them
Basis Weight (g/m²)
The most fundamental press felt specification. Expressed in grams per square meter, it represents the total mass of base fabric plus batt fibers.
| Weight Range | Typical Application |
|-------------|---------------------|
| 1,200–1,400 g/m² | Tissue pickup, lightweight grades, first press |
| 1,400–1,600 g/m² | Standard press positions, printing & writing |
| 1,600–1,800 g/m² | High-nip presses, packaging, linerboard |
Rule of thumb: Heavier felts handle higher nip pressures and last longer but require more aggressive conditioning to keep the void structure open.
Air Permeability
Press felt permeability is much lower than forming or dryer fabrics — typically 30–120 L/m²·s at 100 Pa. Unlike forming fabrics (where water drains through the mesh), press felt permeability indicates how "open" the void structure remains. As a felt ages and compacts, permeability decreases.
Track this trend. Declining permeability over time signals felt compaction or filling — the felt is losing its water-handling capacity.
Void Volume
The percentage of the felt structure that is empty space available for water. New felts typically have 40–55% void volume depending on design. As the felt runs, compaction progressively reduces void volume. When it drops below ~30%, dewatering performance suffers noticeably, and the felt should be scheduled for replacement.
Surface Finish
The sheet-side batt layer can be finished to different smoothness levels:
- Standard finish: For packaging and kraft grades
- Fine finish: For printing & writing, reduced felt marking
- Ultra-fine finish: For tissue and coated paper grades, minimal marking
Press Felt Selection by Paper Grade
| Paper Grade | Recommended Construction | Weight (g/m²) | Surface Finish | Key Consideration |
|-------------|--------------------------|---------------|----------------|-------------------|
| Tissue | BOB | 1,200–1,400 | Ultra-fine | Sheet release, minimal marking at extreme speeds |
| Printing & Writing | BOB or BOM (fine finish) | 1,400–1,600 | Fine | Surface smoothness for print quality |
| Packaging / Containerboard | BOM | 1,500–1,800 | Standard | High water loads, contamination tolerance |
| Kraft / Linerboard | BOM | 1,600–1,800 | Standard | Durability, high nip pressure resistance |
| Specialty / Coated | BOB | 1,400–1,600 | Ultra-fine | Minimal marking, consistent moisture profile |
Press Felt Conditioning: Why It Matters
A press felt operates in a closed loop. After leaving the press nip carrying water absorbed from the sheet, the felt must be conditioned — cleaned and dewatered — before it re-enters the nip. Without effective conditioning, a felt will progressively fill with fiber fines, filler particles, and contaminants, losing void volume and dewatering capacity within hours rather than weeks.
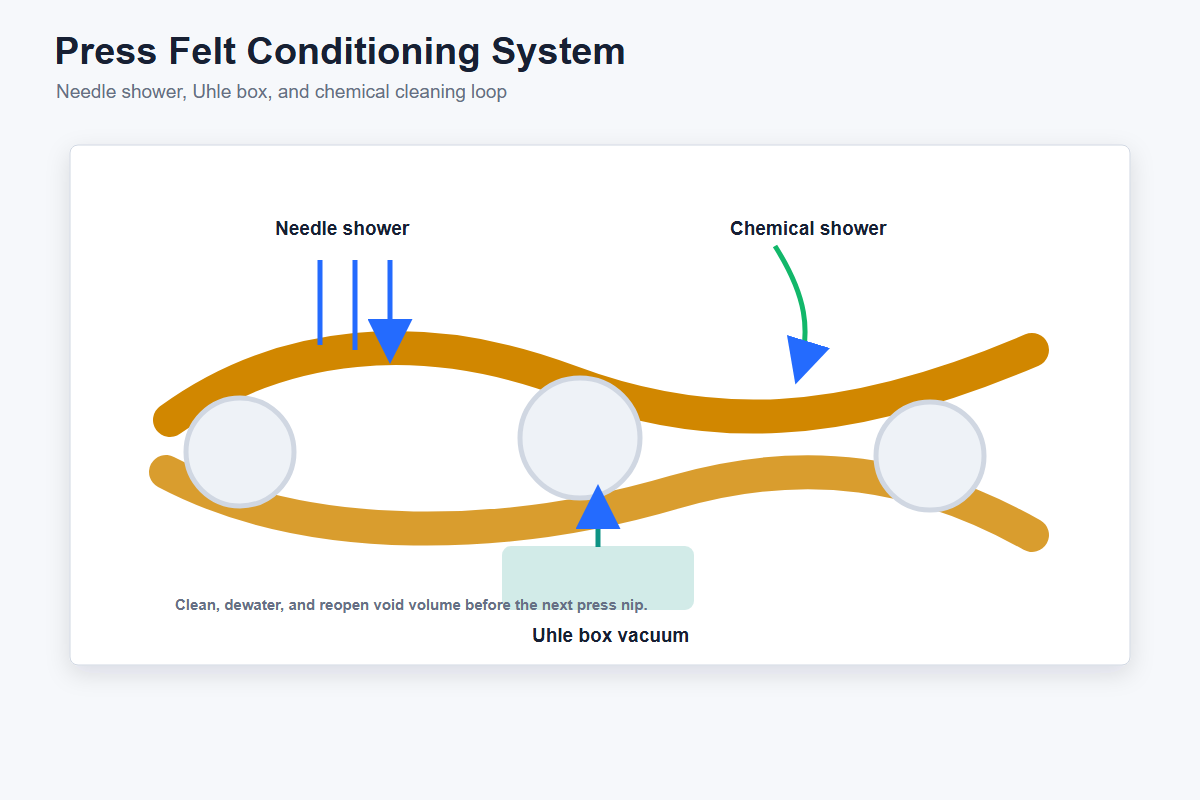 Figure: A complete press felt conditioning system. High-pressure needle showers (25–35 bar) penetrate the felt structure while Uhle boxes apply vacuum to remove water and dislodged contaminants. Proper conditioning is the single most important factor in press felt longevity.
Figure: A complete press felt conditioning system. High-pressure needle showers (25–35 bar) penetrate the felt structure while Uhle boxes apply vacuum to remove water and dislodged contaminants. Proper conditioning is the single most important factor in press felt longevity.
The conditioning system consists of:
-
High-pressure needle showers (25–35 bar): Penetrate the felt structure, dislodging fiber fines, fillers, and contaminants. These oscillate across the felt width to prevent streaks.
-
Uhle boxes (vacuum dewatering): Apply vacuum (typically 0.3–0.5 bar) to suck water and dislodged contaminants out of the felt immediately after showering.
-
Chemical cleaning showers: Periodic application of alkaline detergents (for pitch, stickies) or acid cleaners (for calcium carbonate scale). Can be continuous low-concentration or batch high-concentration application.
-
Lubrication showers: Low-pressure flooding showers that keep the felt saturated before the nip, preventing sheet rewet and ensuring consistent moisture transfer.
Procurement note: When evaluating press felt suppliers, ask about their recommended conditioning protocols. A supplier who provides detailed conditioning guidance alongside the felt demonstrates application expertise. A supplier who ships the felt without conditioning recommendations is selling a commodity, not a solution.
Common Press Felt Problems and Solutions
| Problem | Symptoms | Root Cause | Solution |
|---------|----------|------------|----------|
| Filling | Gradual loss of dewatering, sheet moisture increasing | Fiber fines and fillers packing void structure | Increase shower pressure, verify Uhle box vacuum, implement chemical cleaning schedule |
| Compaction | Progressive permeability loss, harder felt surface | High nip pressure exceeding felt design limits | Select higher-weight felt, verify nip pressure profile uniformity, improve conditioning intensity |
| Shadow marking | Visible pattern on sheet matching felt weave | Uneven pressure distribution, base fabric too coarse for application | Switch to BOB construction, finer base fabric, or ultra-fine surface batt |
| Edge wear | Felt edges fraying or thinning | Misaligned rolls, excessive guiding correction | Check roll alignment, ensure felt tension is within spec, verify guide paddle sensitivity |
| Sheet drop-off | Sheet detaches from felt between nips | Poor sheet adhesion, insufficient felt surface water film | Adjust felt surface finish, verify shower water quality (hard water reduces adhesion) |
| Delamination | Batt layer separating from base fabric | Manufacturing defect, excessive shower pressure at single point | Replace felt, verify shower oscillation is functioning, review shower pressure settings |
From Our Factory Floor
A tissue mill in Turkey was battling chronic press felt filling on their second press position. The BOM felt — specified at 1,450 g/m² — was losing permeability by day 18 and requiring chemical cleaning every week. By day 35, dewatering had degraded to the point where the machine had to slow down 8% to maintain sheet moisture targets. The mill was changing felts at 40–42 days — well short of the 60-day target.
Our application engineer spent two full days on the machine and traced the problem upstream: the mill's water treatment system was delivering shower water with 450 ppm total dissolved solids (TDS), nearly double the recommended maximum of 250 ppm for high-pressure needle showers. The dissolved minerals were precipitating inside the felt structure as the water evaporated in the press nip, acting as a micro-scale cement that locked fiber fines into the void structure.
Solution: We supplied the next felt — same weight, same BOM construction — but worked with the mill to install a reverse osmosis polishing unit on the shower water supply, bringing TDS below 150 ppm. We also adjusted the chemical cleaning program from reactive (weekly "rescue" cleaning) to preventive (low-concentration continuous alkaline detergent at 0.5% through a dedicated shower bar).
Result: The next felt reached 58 days before permeability loss triggered replacement. Machine speed was maintained at 100% throughout the felt life. Annual felt consumption dropped from 9 to 6 felts on this position, and the water treatment upgrade paid back in 7 months through reduced felt cost and eliminated speed losses.
Lesson: Press felt performance is a mirror of your machine's water quality. Bad water kills good felts. Before blaming the felt supplier, test your shower water.
Frequently Asked Questions
What press positions are your felts suitable for?
Our press felts are engineered for all press section positions including pickup, first press, second press, and third press. We customize felt design — weight, permeability, surface finish — based on the specific position requirements to optimize dewatering performance. Pickup felts prioritize sheet release and gentle handling, while later press positions are optimized for maximum water removal under higher nip pressures.
How do I select the right felt weight for my machine?
Felt weight selection depends on your machine's nip pressure, speed, paper grade, and press position. General guidance: 1,200–1,400 g/m² for tissue pickup and lightweight grades, 1,400–1,600 g/m² for standard press positions on printing and writing grades, and 1,600–1,800 g/m² for high-nip presses and heavy-duty packaging/linerboard applications. Heavier felts handle higher pressures and last longer but require more aggressive conditioning.
What is the typical break-in period for a new press felt?
Our press felts feature a pre-conditioned surface that minimizes break-in time. Typical stabilization occurs within 2–4 hours of operation, compared to 8–12 hours for conventional felts without pre-conditioning. This means faster achievement of target sheet moisture levels, reduced startup waste, and quicker return to full production speed.
What is the difference between BOM and BOB press felt construction?
BOM (Batt-on-Mesh) uses a woven mesh base fabric with batt fibers needled onto it. It offers excellent dewatering with a more open structure — ideal for standard press positions. BOB (Batt-on-Base) uses a denser woven base fabric, providing a smoother sheet-side surface for reduced felt marking on premium paper grades. BOM felts typically start up faster and clean more easily; BOB felts provide superior sheet surface quality and longer life in demanding positions.
How can I extend press felt service life?
Key strategies include: (1) maintain high-pressure needle showers at 25–35 bar with proper oscillation, (2) implement a scheduled chemical cleaning program (alkaline for pitch, acid for calcium carbonate scale), (3) ensure Uhle box vacuum levels are optimized — not excessive, (4) inspect and maintain roll surfaces for wear or damage, (5) avoid running the felt dry — always ensure shower water is on before startup, and (6) monitor felt moisture and air permeability trends to detect early signs of filling or compaction.
The ROI of Press Felt Optimization: Breaking Down the Numbers
Press felt decisions are among the highest-leverage financial decisions in a paper mill. Let's quantify what optimization delivers, using a representative 6-meter-wide printing & writing machine running at 1,200 m/min as an example.
The Dryness Lever
Every 1% increase in sheet dryness exiting the press section reduces dryer section steam consumption by approximately 4%. For our example machine producing 250,000 tons per year:
- Steam cost: ~$18 per ton of paper (industry average)
- 1% dryness improvement: 4% × $18 × 250,000 = $180,000 annual steam savings
- A better press felt that delivers 1.5% dryness improvement: $270,000/year
The felt itself costs perhaps $8,000–12,000 per position. The ROI math is not close — the felt decision is really an energy decision.
The Uptime Lever
Unplanned felt changes cost far more than the felt:
- Lost production during a 4-hour emergency change: ~$45,000 in margin (at $450/ton contribution)
- One avoided emergency change per year pays for the entire year's press felt budget
The Quality Lever
Press felt shadow marking on printing grades can downgrade 2–5% of production from first-quality to second-quality or broke. At a $150/ton price differential, on 250,000 tons:
- 3% downgrade rate = 7,500 tons × $150 = $1,125,000/year in lost margin
A BOB felt with ultra-fine surface finish may cost $2,000 more than a standard BOM felt. If it reduces shadow marking by half, the ROI is roughly 280:1.
The Real Cost of "Cheap" Felt
When procurement evaluates press felts primarily on purchase price, the analysis misses three costs that are 10–100× larger than the felt purchase price: energy, downtime, and quality downgrades. A $2,000 felt price difference, debated in a procurement meeting, is a rounding error compared to the $500,000+ in operating costs that the felt directly influences.
How We Evaluate Felt ROI for Our Customers
We don't quote a felt price. We build a total cost model for your specific machine: current dryness levels, steam consumption data, felt life history, and quality downgrade rates. The model shows what each percentage point of improvement is worth in dollars. The felt specification flows from that analysis, not from a catalog.
🔬 Request a Free Press Felt Evaluation
Our technical team will analyze your press section operating data — machine speed, nip pressures, current felt life, sheet moisture trends, and steam consumption — and deliver a detailed felt recommendation with projected ROI.
📋 Download the Press Felt Evaluation Form — A structured 6-section evaluation template: machine parameters, press configuration audit, performance metrics, conditioning system assessment, scored performance rating, and improvement recommendations. Print-ready.
📧 Ready for expert analysis? Submit your completed form to our technical team for a detailed felt recommendation within 48 hours.
📞 Direct line: +86 135 2311 0033
📦 Product specifications: Press Felt Details & Specifications
Continue exploring:



