Table of Contents
- What Is a Sludge Dewatering Belt?
- How a Belt Filter Press Works
- Sludge Dewatering Belt Construction
- Mesh Count: The Critical Selection Parameter
- Material Options: PET, Chemical-Resistant, and Specialty
- Edge Finishing and Reinforcement
- Belt Selection by Sludge Type
- Maximizing Belt Life and Performance
- Belt Tracking and Alignment
- Frequently Asked Questions
- Conclusion & Next Steps
What Is a Sludge Dewatering Belt?
A sludge dewatering belt is a continuous loop of precision-woven polyester mesh that serves as the filtration and conveying medium in a belt filter press — one of the most widely used technologies for mechanical sludge dewatering in municipal and industrial wastewater treatment plants (WWTPs).
The belt's function is mechanically elegant: it carries liquid sludge through a series of rollers that progressively squeeze water through the mesh while retaining solid particles on the belt surface, transforming a pumpable slurry (typically 1–5% solids) into a stackable cake (15–35% solids) that can be economically transported and disposed of.
Every day, thousands of wastewater treatment plants worldwide rely on these belts to:
- Reduce sludge volume by 75–90% (dramatically lowering transport and disposal costs)
- Produce a spadable, truckable cake that meets landfill or incineration requirements
- Recover clean filtrate water that can be returned to the treatment process
- Operate continuously with minimal operator intervention
Market context: Belt filter presses are the dominant dewatering technology for medium-to-large municipal WWTPs globally, preferred for their lower energy consumption (vs. centrifuges), continuous operation (vs. chamber filter presses), and operational simplicity. The dewatering belt is the single most important consumable component — its specification directly determines throughput, cake dryness, and operating cost.
How a Belt Filter Press Works
A belt filter press dewatering system consists of three sequential zones:
SLUDGE IN BELT FILTER PRESS CAKE OUT
(1–5% solids) ┌──────────────────────────────────┐ (15–35% solids)
│ │ ZONE 1 ZONE 2 ZONE 3 │ │
│ │ Gravity → Wedge → Shear │ │
▼ │ Drainage Pressure Zone │ ▼
└──────────────────────────────────┘
Zone 1 — Gravity Drainage
Conditioned sludge (mixed with polymer coagulant) is fed evenly onto the moving dewatering belt. Free water drains through the mesh by gravity alone. Within 30–90 seconds, solids concentration typically increases from 1–5% to 8–12%. The belt's mesh count is critical here — too fine and free water drains too slowly, too coarse and fine solids are lost to the filtrate.
Zone 2 — Wedge / Low-Pressure Zone
The sludge enters a converging wedge formed by the dewatering belt and an upper pressure belt. Gentle, progressive compression squeezes additional water through the mesh. This zone prepares the sludge for the high-pressure shear zone without causing sudden extrusion or belt blinding.
Zone 3 — Shear / High-Pressure Zone
The belts pass through a series of rollers of decreasing diameter arranged in an S-wrap pattern. As the belts navigate these rollers, the sludge between them is subjected to:
- Compression: Direct pressure between the two belts
- Shear: The belts travel slightly different paths around the rollers, creating internal shearing forces that release trapped water
Cake solids reaching 15–35% are achievable depending on sludge type and belt specification. After the final roller, the cake is discharged by a scraper blade as the belts separate.
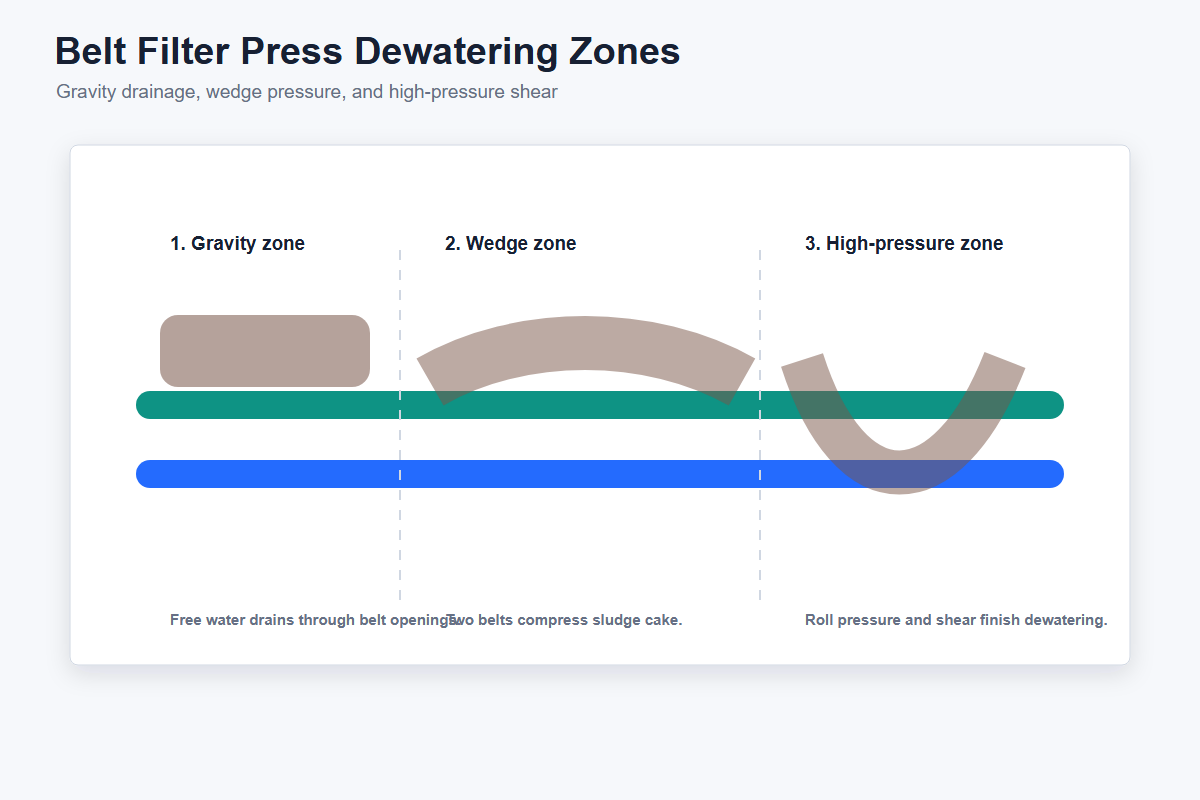 Figure: The three sequential zones of a belt filter press. Gravity drainage removes free water, the wedge zone applies progressive compression, and the shear zone uses S-wrap rollers for final dewatering. Belt mesh count selection is critical in Zone 1 — too fine restricts drainage, too coarse loses solids.
Figure: The three sequential zones of a belt filter press. Gravity drainage removes free water, the wedge zone applies progressive compression, and the shear zone uses S-wrap rollers for final dewatering. Belt mesh count selection is critical in Zone 1 — too fine restricts drainage, too coarse loses solids.
Sludge Dewatering Belt Construction
A sludge dewatering belt is fundamentally a woven polyester monofilament mesh — similar in concept to forming fabrics used in papermaking, but engineered for the very different demands of sludge handling:
| Requirement | Challenge |
|-------------|-----------|
| Abrasion resistance | Sludge contains sand, grit, and abrasive particles |
| Chemical resistance | Sludge pH can range from highly acidic (industrial) to highly alkaline (lime-stabilized) |
| Tensile strength | Belts operate under continuous tension (typically 4–8 kN/m) |
| Cake release | Sludge must release cleanly at the discharge point |
| Dimensional stability | Belts must not stretch or narrow under tension and moisture |
| Edge durability | Belt edges are the most vulnerable point — constant exposure to wear |
Standard Construction
- Material: 100% PET (Polyester) monofilament yarns
- Weave: Plain or twill weave, optimized for filtration efficiency
- Mesh count: 15–28 threads/cm (warp), selected by sludge type
- Air permeability: 400–800 L/m²·s (directly related to drainage rate)
- Tensile strength: ≥ 400 N/cm in the machine direction
- Width: Up to 8 meters (custom-manufactured to machine specifications)
Mesh Count: The Critical Selection Parameter
Mesh count — the number of threads per centimeter in the warp (machine) direction — is the most important specification for dewatering performance. It governs the size of the openings through which water drains and solids are retained.
Mesh Count Selection by Sludge Particle Size
| Mesh Count | Opening Size (approximate) | Best For |
|------------|---------------------------|----------|
| 15–18 threads/cm | Larger openings | Coarse/fibrous sludge: primary sludge, paper mill sludge, textile sludge, coarse sieved sludge |
| 20–22 threads/cm | Medium openings | Mixed sludge: blended primary + secondary, digested sludge, food processing sludge |
| 24–26 threads/cm | Fine openings | Fine-particle sludge: waste activated sludge (WAS), chemical precipitates, metal hydroxide sludge |
| 27–28 threads/cm | Very fine openings | Ultra-fine sludge: pharmaceutical sludge, pigment sludge, very fine chemical precipitates |
The Drainage vs. Capture Trade-off
Finer mesh (higher count) ←→ Coarser mesh (lower count)
│ │
Better solids capture Higher drainage rate
Lower filtrate TSS Risk of solids loss
Slower initial drainage Faster initial drainage
Higher risk of blinding More tolerant of variation
The optimal mesh count maximizes both drainage rate and solids capture. This is almost always a compromise, and the right answer depends on your specific sludge characteristics and treatment objectives. A belt that produces the driest cake but blinds within hours is not a good solution; a belt that never blinds but loses 5% of solids to the filtrate is equally problematic.
Our recommendation: Provide your belt supplier with a sludge sample and current operating data. A technical evaluation that matches mesh count to your specific sludge particle size distribution yields far better results than selecting a "standard" specification.
Material Options: PET, Chemical-Resistant, and Specialty
Standard PET (Polyester)
The default material for municipal wastewater applications. PET offers:
- Excellent tensile strength and dimensional stability
- Good abrasion resistance
- Cost-effective
- pH tolerance: 3–11 (covers most municipal and common industrial sludges)
- Temperature tolerance: up to 120°C (continuous), 150°C (intermittent)
Best for: Municipal WWTPs, food processing, pulp & paper sludge, and any application with near-neutral pH.
Chemical-Resistant Treated PET
Standard PET monofilament with specialized chemical-resistant treatment. This surface treatment creates a protective barrier that extends pH tolerance to approximately 1–14, making it suitable for aggressive industrial sludges.
Best for: Chemical industry sludge, electroplating sludge, mining tailings, lime-stabilized sludge (high pH), and acid-process sludges.
Specialty Materials (Consultation Required)
For extreme environments beyond even treated PET's capabilities:
- PPS (Polyphenylene Sulfide): Continuous temperature resistance to 200°C; excellent chemical resistance. Used in high-temperature sludge drying applications.
- PEEK (Polyether Ether Ketone): The highest-performance thermoplastic. Exceptional chemical and temperature resistance. Reserved for extreme industrial applications.
Edge Finishing and Reinforcement
The belt edge is the most vulnerable zone — exposed to mechanical wear from guide paddles, misaligned rollers, and the highest tension gradients. Edge failure is the single most common reason for premature belt replacement.
Edge Finishing Options
| Type | Method | Durability | Best For |
|------|--------|------------|----------|
| Heat-Sealed | Hot-knife cutting + thermal fusion of edge yarns | Good | Standard municipal applications |
| Folded and Sewn | Edge folded over and lock-stitched with PET thread | Better | Heavy-duty, high-tension applications |
| PU-Coated | Polyurethane coating applied to belt edge | Best | Aggressive chemical environments, high-wear applications |
Edge reinforcement typically extends belt life by 30–50% compared to unfinished edges. For belts wider than 3 meters — where edge tension gradients are highest — reinforced edges are strongly recommended.
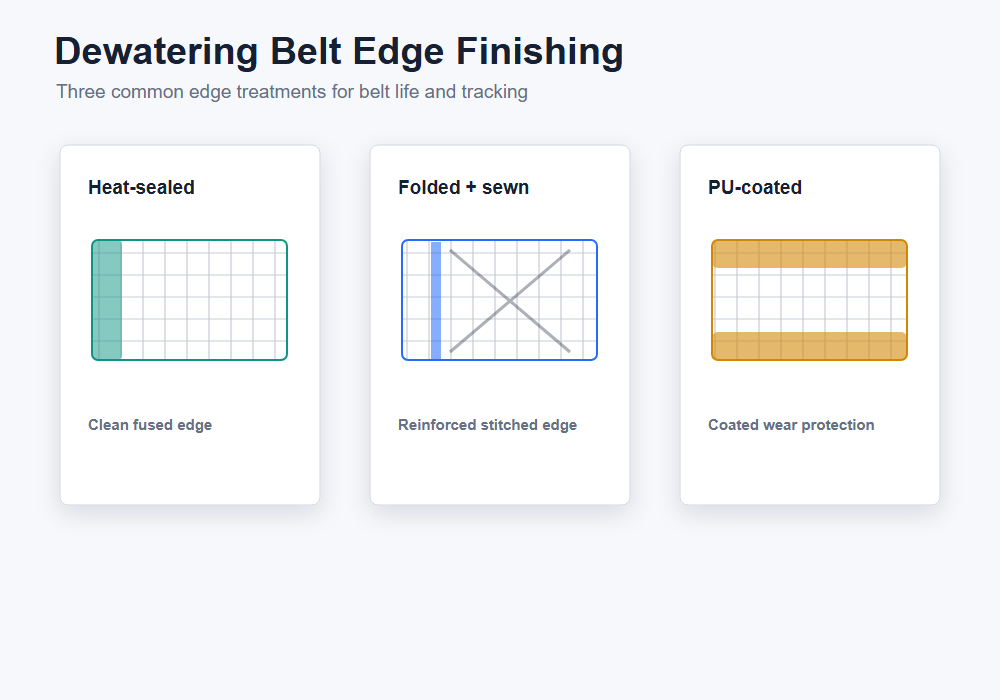 Figure: Three edge finishing options for sludge dewatering belts. Heat-sealed is standard for municipal applications. Folded-and-sewn provides extra durability for high-tension presses. PU-coated offers maximum chemical resistance for aggressive industrial environments.
Figure: Three edge finishing options for sludge dewatering belts. Heat-sealed is standard for municipal applications. Folded-and-sewn provides extra durability for high-tension presses. PU-coated offers maximum chemical resistance for aggressive industrial environments.
Belt Selection by Sludge Type
| Sludge Type | Recommended Mesh Count | Material | Edge Finish | Notes |
|-------------|----------------------|----------|-------------|-------|
| Primary (municipal) | 15–18 threads/cm | PET | Heat-sealed | Coarse, fibrous — drains easily; prioritize throughput over capture |
| Waste Activated (WAS) | 25–28 threads/cm | PET | Heat-sealed | Fine, homogeneous — needs fine mesh; ensure polymer conditioning is optimized |
| Digested (Anaerobically) | 20–24 threads/cm | PET | Folded/sewn | Fine particles from digestion; moderate mesh; often higher throughput machines |
| Digested (Aerobically) | 22–26 threads/cm | PET | Heat-sealed | Well-stabilized, moderate drainability |
| Food Processing | 18–22 threads/cm | PET (standard) | PU-coated | May contain fats/oils; ensure belt washing system is effective |
| Textile Industry | 18–22 threads/cm | Treated PET | PU-coated | Dyes and chemical residues; chemical-resistant treatment recommended |
| Chemical Industry | 20–26 threads/cm | Treated PET | PU-coated | Aggressive pH; verify chemical compatibility before specifying |
| Pulp & Paper | 15–20 threads/cm | PET | Folded/sewn | Fibrous, high-volume; coarse mesh for maximum throughput |
| Mining / Tailings | 15–20 threads/cm | Treated PET | PU-coated | Abrasive; prioritize wear resistance and edge protection |
| Pharmaceutical | 26–28 threads/cm | PET (premium) | PU-coated | Ultra-fine, high-value solids; maximum capture efficiency |
1. Belt Washing Is Non-Negotiable
The high-pressure belt washing system is the single most important factor in belt longevity. Inadequate washing is the root cause of most belt blinding, premature wear, and reduced cake dryness.
Recommended washing parameters:
- Pressure: 6–10 bar at the nozzle (not at the pump — account for line losses)
- Flow rate: 1.5–2.5 L/s per meter of belt width
- Nozzle type: Flat fan or needle jet, 15–25° spray angle
- Nozzle-to-belt distance: 100–200 mm
- Oscillation: Essential — prevents streaking and localized wear
2. Optimize Polymer Conditioning
Polymer (coagulant/flocculant) dosing directly affects belt performance. Over-dosing creates excessively sticky flocs that blind mesh openings and are difficult to release at the discharge. Under-dosing produces weak flocs that break apart under pressure, releasing fine solids that pass through the mesh or blind it.
Optimize by:
- Running jar tests to determine optimal polymer dose for your current sludge characteristics
- Adjusting dose in small increments and observing belt performance over hours, not minutes
- Training operators to recognize visual indicators of proper vs. improper flocculation
3. Maintain Proper Tension
Belt tension should be:
- High enough to prevent slippage on drive rollers
- High enough to achieve target cake solids in the shear zone
- Low enough to avoid excessive bearing loads and belt stretching
- Uniform across the belt width (uneven tension causes tracking problems)
Typical operating tension: 4–8 kN/m belt width. Check tension at installation and periodically throughout belt life.
4. Implement Preventive Maintenance
- Daily: Inspect belt surface for blinding, damage, or tracking issues; verify wash water pressure and oscillation
- Weekly: Check belt tension; inspect edge condition; verify scraper blade condition and adjustment
- Monthly: Clean wash water nozzles (mineral deposits reduce effectiveness); inspect all roller bearings
- Quarterly: Perform chemical clean of belt (alkaline for organic fouling, acid for mineral scale)
Belt Tracking and Alignment
Belt tracking — keeping the belt centered on the rollers — is critical for preventing edge damage and ensuring uniform dewatering. Most belt filter presses use pneumatic or mechanical guide paddles that sense belt edge position and adjust a steering roll to correct drift.
Common Tracking Problems
| Symptom | Likely Cause | Solution |
|---------|-------------|----------|
| Belt consistently drifts to one side | Misaligned roller(s) | Check and align all rollers to within ±0.5 mm/m |
| Belt oscillates side-to-side | Worn guide paddle or slow pneumatic response | Service guide system; check air supply pressure and cylinder condition |
| Belt tracks differently when wet vs. dry | Uneven tension distribution, belt camber | Check belt manufacturing quality; verify tension system |
| Edge curling | Belt tension too high; worn edges | Reduce tension if possible; upgrade to folded/sewn edges |
| Belt runs off during startup/shutdown | Speed transitions too rapid | Ramp speed gradually; ensure guide system is responsive at low speeds |
Critical safety note: Never attempt to manually guide a running belt. A mistracking belt should trigger automatic shutdown via the limit switch system. Adjust alignment only when the machine is stopped and locked out.
From Our Factory Floor
A municipal WWTP in Southeast Asia serving a population of 1.2 million was experiencing severe belt blinding on two 2.5-meter belt filter presses dewatering anaerobically digested mixed sludge. The belts — 22 threads/cm PET with heat-sealed edges — were losing 60% of their drainage capacity within 10 days of installation. Operators were compensating by reducing sludge feed rate, which created a processing backlog. Every 14 days, the belts had to be removed for intensive chemical cleaning. Belt life averaged just 5 months.
When our filtration specialist arrived on site, he identified the issue within the first hour of observation: the in-line polymer make-down system had a malfunctioning maturation timer. The polymer was being injected into the sludge stream after only 12 minutes of aging — roughly half the required 20–25 minutes for this particular cationic polyacrylamide. The under-aged polymer was not forming stable flocs. Instead, it was creating a sticky, semi-gelled coating that adhered aggressively to the polyester yarns. The high-pressure wash system (operating at 7 bar) was not sufficient to remove it.
Solution: The plant repaired the polymer maturation system (a $1,800 fix — a new timer and a replacement static mixer element). We supplied the next set of belts at the same 22 threads/cm specification but recommended the plant reduce wash water nozzle distance from 250 mm to 150 mm and increase pressure to 9 bar for better mechanical cleaning.
Result: The new belts maintained >80% of original drainage capacity through 60 days of continuous operation. Belt life extended from 5 months to 12 months. The plant eliminated the processing backlog and reduced polymer consumption by 18% (better flocculation = less polymer needed). The $1,800 repair generated over $45,000 in annual savings — $28,000 in reduced belt consumption and $17,000 in polymer savings.
Lesson: On a belt filter press, the polymer system and the belt are one integrated system. When the belt is failing, investigate the polymer first — it's the root cause more often than the belt itself.
Frequently Asked Questions
What types of sludge can your dewatering belts handle?
Our belts are suitable for a wide range of sludge types including municipal wastewater sludge (primary, secondary, waste activated, and digested sludge), and industrial sludge from textile, chemical, food processing, pharmaceutical, mining, and pulp & paper industries. We recommend specific fabric specifications — mesh count, material, edge finishing — based on your sludge characteristics including particle size distribution, solids concentration, pH, temperature, and chemical composition.
How do I determine the correct mesh count for my application?
Mesh count selection depends on your sludge particle size distribution, desired cake solids, and throughput requirements. General guidance: 15–20 threads/cm for coarse or fibrous sludge (primary sludge, paper mill sludge), 20–25 threads/cm for medium particles (mixed digested sludge, food processing), and 25–28 threads/cm for fine particles (waste activated sludge, chemical precipitates). Our technical team provides free consultation and can analyze your sludge sample to determine the optimal specification.
Do you provide edge sealing and reinforcement?
Yes, all our dewatering belts come with reinforced edges as standard. We offer multiple edge finishing options: (1) heat-sealed edges — suitable for most municipal applications, (2) folded-and-sewn edges — extra durability for heavy-duty use, and (3) polyurethane-coated edges — maximum chemical resistance and wear protection for aggressive industrial environments. Edge reinforcement can extend belt life by 30–50% by preventing the most common failure point — edge fraying.
What is the typical delivery time for a sludge dewatering belt?
Standard sludge dewatering belts are delivered within 15–25 days. Rush orders can be accommodated with 7–10 day delivery for urgent requirements. We also offer an emergency replacement service for critical applications — contact our sales team for current lead times and availability.
How do I prevent sludge dewatering belt blinding?
Belt blinding — where mesh openings become clogged with sludge particles — is the most common operational issue. Prevention strategies: (1) ensure adequate belt washing with high-pressure showers (typically 6–10 bar) using clean water, (2) optimize polymer/coagulant dosing — overdosing creates sticky flocs that blind belts, (3) select the correct mesh count for your particle size (too-fine mesh blinds faster), (4) implement periodic chemical cleaning with alkaline or acid solutions depending on the fouling type, and (5) maintain proper belt tension — loose belts allow material to pack into mesh openings.
How do I calculate the right belt dimensions for my filter press?
Belt width is determined by your filter press model and required throughput. Belt length is the total loop length around all rollers. To order a replacement belt, provide: (1) belt width (meters), (2) belt length — total loop (meters), (3) mesh count (threads/cm), (4) edge finishing type, and (5) joining method (clipper seam, spiral seam, or endless). If you're unsure of any specification, our technical team can help identify the correct dimensions from your machine model or a sample of your existing belt.
Specifications are important. But what matters in a real plant is what happens on the machine. Here are three results from plants we've worked with.
Municipal WWTP — Thailand (250,000 PE)
Problem: Belt life averaging 4 months. Rapid blinding on 15 threads/cm PET belts processing mixed primary + waste activated sludge. Operators compensating by overdosing polymer, pushing annual chemical costs 40% over budget.
Our approach: Sludge sample analysis revealed a bimodal particle size distribution — coarse primary solids plus very fine WAS particles. The 15 threads/cm mesh was too open for the fine fraction. We specified 20 threads/cm with folded-and-sewn edges.
Result after 12 months: Belt life stabilized at 10–12 months. Polymer consumption dropped 22% (less overdosing needed when belt retains fines naturally). Annual belt + polymer savings: $62,000. Cake solids improved from 18% to 22%, reducing haulage costs by an additional ~$15,000/year.
Food Processing Plant — India (Dairy Waste)
Problem: Low belt life (3–4 months) due to fat and oil fouling. Standard PET belts were absorbing fats, swelling, and losing dimensional stability. Edge curling was frequent. PU-coated edges delaminated within weeks due to the warm, acidic environment (pH 4.5–5.5, 45°C).
Our approach: Specified treated PET with chemical-resistant finish throughout (not just edges). PU-coated edges with an adhesion primer layer designed for low-pH, moderate-temperature conditions. Recommended a continuous low-concentration alkaline wash (0.3% NaOH through a dedicated shower bar) to emulsify fats before they penetrated the yarn structure.
Result after 12 months: Belt life reached 8 months. Edge curling eliminated. The continuous alkaline wash added ~$2,400/year in chemical cost but saved ~$18,000/year in extended belt life and reduced downtime.
Pulp & Paper Mill — Brazil (Combined Sludge)
Problem: Extremely abrasive sludge (high kaolin clay content from coating broke recovery). 18 threads/cm belts were wearing through in 3–5 months. Machine-direction abrasion grooves were visible on belt surfaces.
Our approach: Specified a heavier 15 threads/cm mesh with thicker monofilament yarns (0.7 mm vs. standard 0.5 mm diameter) for abrasion resistance. The coarser mesh slightly reduced solids capture, but the trade-off was justified by the wear problem.
Result after 12 months: Belt life reached 9 months. Filtrate TSS increased marginally (from 85 mg/L to 110 mg/L) but remained well within the plant's discharge permit. The plant saved ~$35,000/year in reduced belt consumption — far exceeding the value of the slight solids loss.
The Common Thread
In all three cases, the solution was not a "better belt" in the abstract — it was a belt specification matched to the specific sludge characteristics and operating conditions. Two of the three solutions involved process adjustments (polymer optimization, wash chemistry) alongside the belt specification change. The belt and the process are one system.
🔧 Get Your Personalized Belt Maintenance Checklist
Every sludge dewatering operation is different. Our filtration team will build a customized preventive maintenance checklist for your specific belt filter press model, sludge type, and operating schedule — including wash water specifications, polymer optimization triggers, belt tension checks, and inspection intervals.
📋 Download the Belt Maintenance Checklist — A comprehensive 7-section preventive maintenance program: daily/weekly/monthly/shutdown inspection checklists, common issue troubleshooting guide, maintenance log. Print-ready and plant-customizable.
📧 Need a plant-specific version? Email us your press model details and our filtration team will customize this checklist for your specific operation within 48 hours.
📞 Direct line: +86 135 2311 0033
📦 Product specifications: Sludge Dewatering Belt Details & Specifications
Continue exploring:



